Product Introduction
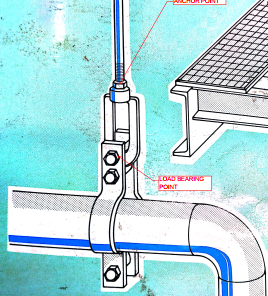
This part is a lifting eye nut, lifting eye nuts are commonly used in lifting operations. There are many kinds of the eye nut, they are differ from thread size. They are combined with bolts to facilitate the connection between lifting equipment and the objects to be lifted. They are widely applied in fields such as mechanical manufacturing, construction, shipbuilding, and equipment installation. Out eye nut is used on lifting the pipe, as the below skematic diagram show:
Material and Process
It's made from #45 steel by hot forging process. 45 steel is a medium carbon steel with a carbon content of approximately 0.42% - 0.50%. It offers a good balance between strength and ductility. Compared to low carbon steels, it has higher tensile strength. This makes it suitable for applications that require relatively high load bearing capacity, such as in lifting operations where the eye nut needs to withstand significant pulling forces.
The forging process compacts the metal, eliminating internal voids and porosity that might be present in cast parts. As a result, the hot forged 45 steel lifting eye nut has a higher density and better overall integrity, making it more reliable for safety - critical applications. It can form complex shapes with good dimensional accuracy. The process also aligns the metal fibers along the shape of the nut, which follows the direction of the applied load.
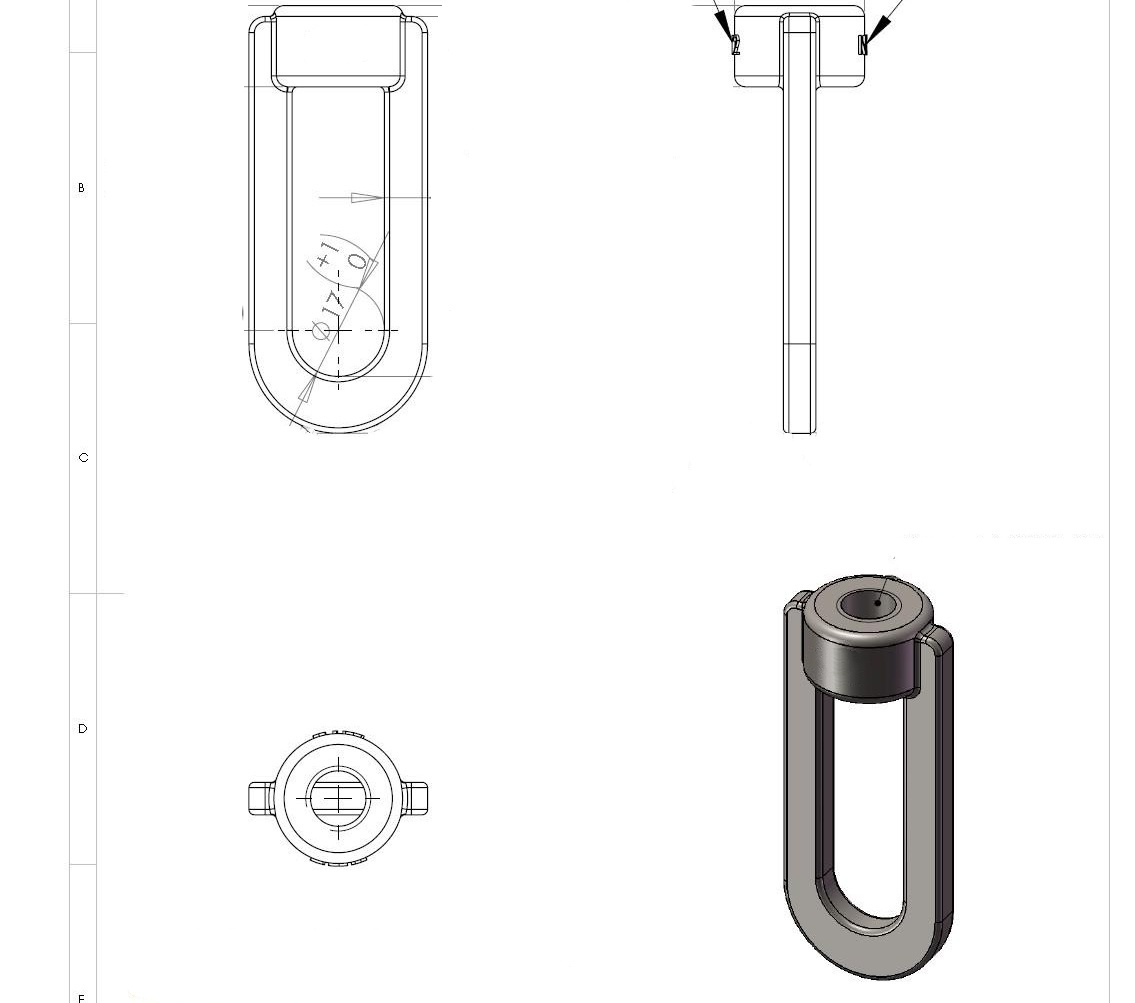
Here is the drawings of the eye nut:
After the material and process confirmed, we move forward to work the eye nut mold.
Hot forging molds are subjected to high temperatures, significant mechanical stresses, and wear during the forging process. H13 steel is a widely used mold material, which can withstand the repeated heating and cooling cycles during hot forging, which helps prevent cracking due to thermal stress.

The 45 steel blank is heated to a temperature range of about 1050 - 1200°C, at which the steel becomes malleable. The heated blank is then placed in a forging die.

Hydraulic forging presses apply pressure to deform the metal into the shape of the lifting eye nut. After forging, the nut is allowed to cool slowly to avoid internal stresses. Then, it undergoes processes thread cutting to meet the required dimensional.

Finally, the surface of the eye nut will be galvanized. This is a kind of hot dip zinc plated, different from nomal galvanizing, it is dipped into the molten zinc liquid, not electrolytic zinc solution. It looks darker than the nomal method and more expensive. Galvanizing forms a protective zinc coating that effectively prevents the 45 - steel substrate from rusting, enhancing corrosion resistance and extending the service life, especially for components used in harsh or outdoor environments.

Packing
Before packing, we will carefully inspect the eye nuts, checking item by item aspects such as dimensional accuracy, thread specifications, whether the geometric dimensions of each part meet the design and standard requirements, as well as surface quality—including checking for defects like cracks, blowholes, burrs, and whether the galvanized layer is uniform, free from peeling or rusting. Only after ensuring product quality do we proceed to the packaging stage.

We pack the products in cartons, which are then placed on pallets and covered with stretch film.


 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe አማርኛ
አማርኛ ພາສາລາວ
ພາສາລາວ ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu ဗမာစာ
ဗမာစာ தமிழ்
தமிழ் Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Kiswahili
Kiswahili Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi עברית
עברית Dansk
Dansk Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel latviešu
latviešu Беларуская мова
Беларуская мова Български
Български Català
Català Lietuvių
Lietuvių Lëtzebuergesch
Lëtzebuergesch Македонски
Македонски























































































