
Slovenščina










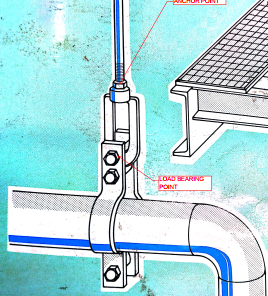
Ta del je matica za dvižno uho, matice za dvižno uho se običajno uporabljajo pri dvigovanju. Obstaja veliko vrst očesnih matic, razlikujejo se od velikosti niti. Kombinirani so s sorniki, ki olajšajo povezavo med dvižno opremo in predmeti, ki jih je treba dvigniti. Široko se uporabljajo na področjih, kot so strojna proizvodnja, gradbeništvo, ladjedelništvo in namestitev opreme. Zunanja očesna matica se uporablja pri dvigovanju cevi, kot prikazuje spodnji skicatični diagram:
Izdelan je iz jekla #45 s postopkom vročega kovanja. Jeklo 45 je srednje ogljikovo jeklo z vsebnostjo ogljika približno 0,42% - 0,50%. Ponuja dobro ravnovesje med trdnostjo in duktilnostjo. V primerjavi z nizkoogljičnimi jekli ima večjo natezno trdnost. Zaradi tega je primeren za aplikacije, ki zahtevajo razmeroma visoko nosilnost, na primer pri dvigovanju, kjer mora očesna matica prenesti znatne vlečne sile.
Postopek kovanja stisne kovino, odpravlja notranje praznine in poroznost, ki bi lahko bila prisotna v ulitih delih. Posledično ima vroče kovana dvižna ušesna matica iz jekla 45 večjo gostoto in boljšo splošno celovitost, zaradi česar je bolj zanesljiva za varnostne kritične aplikacije. Lahko oblikuje kompleksne oblike z dobro dimenzijsko natančnostjo. Postopek tudi poravna kovinska vlakna vzdolž oblike matice, ki sledi smeri uporabljene obremenitve.
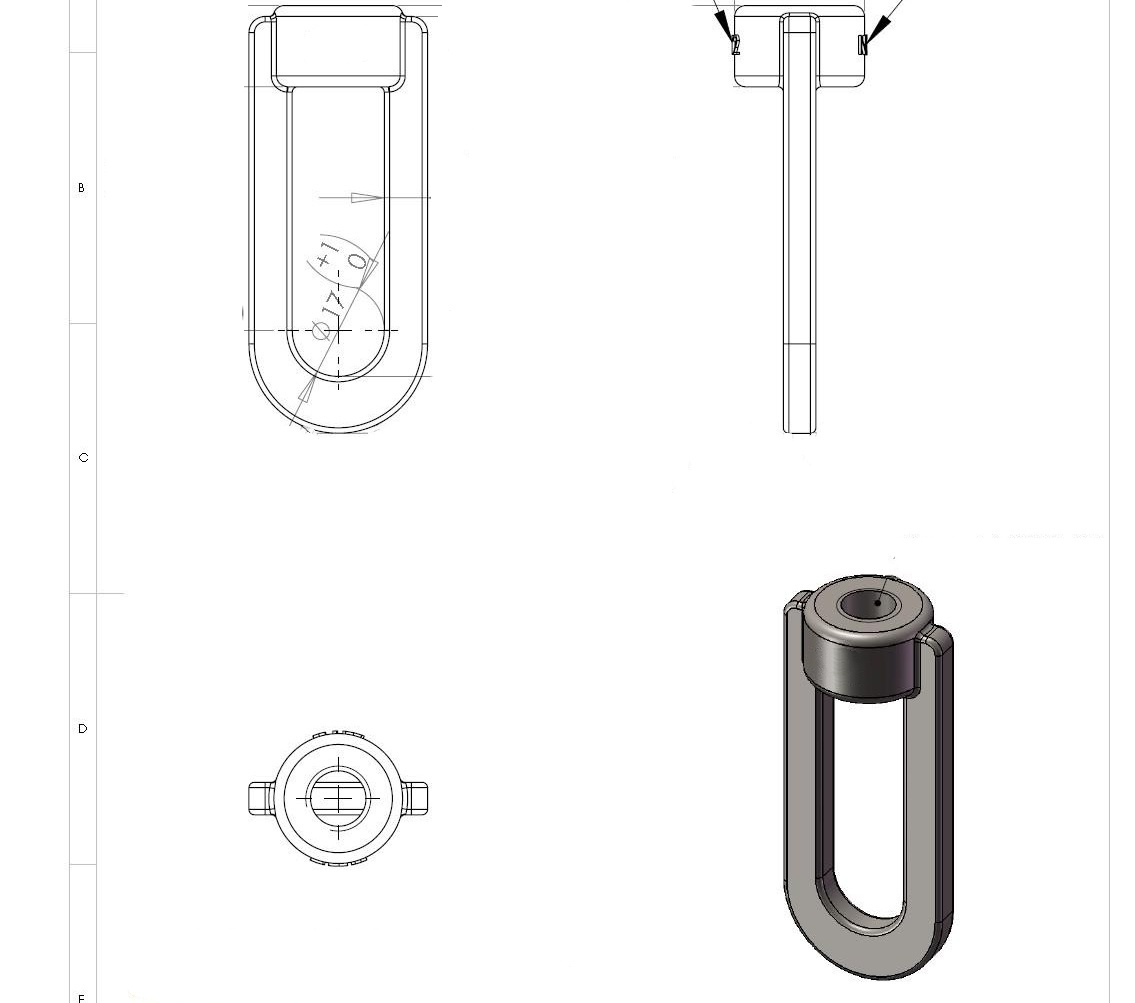
Tukaj so risbe očesne matice:
Ko sta material in postopek potrjena, nadaljujemo z izdelavo kalupa za očesne matice.
Kalupi za vroče kovanje so med postopkom kovanja izpostavljeni visokim temperaturam, znatnim mehanskim obremenitvam in obrabi. Jeklo H13 je široko uporabljen material za kalupe, ki lahko prenese ponavljajoče se cikle segrevanja in ohlajanja med vročim kovanjem, kar pomaga preprečiti razpoke zaradi toplotne obremenitve.

Jekleni surovec 45 se segreje na temperaturno območje od približno 1050 do 1200 °C, pri kateri postane jeklo voljno. Segret surovec se nato postavi v matrico za kovanje.

Hidravlične kovaške stiskalnice izvajajo pritisk, da deformirajo kovino v obliko matice z dvižnim očesom. Po kovanju pustite, da se matica počasi ohladi, da preprečite notranje napetosti. Nato je podvržen postopkom rezanja navojev, da ustreza zahtevanim dimenzijam.

Končno bo površina očesne matice pocinkana. To je vrsta vročega pocinkanja, ki se razlikuje od običajnega cinkanja, potopi se v staljeno cinkovo tekočino, ne v elektrolitsko raztopino cinka. Videti je temnejša od običajne metode in dražja. Pocinkanje tvori zaščitno cinkovo prevleko, ki učinkovito preprečuje rjavenje jeklene podlage 45, s čimer poveča odpornost proti koroziji in podaljša življenjsko dobo, zlasti za komponente, ki se uporabljajo v težkih ali zunanjih okoljih.

Pred pakiranjem bomo skrbno pregledali očesne matice, pri čemer bomo preverjali vidike posameznega elementa, kot so dimenzijska natančnost, specifikacije navojev, ali geometrijske mere vsakega dela ustrezajo konstrukcijskim in standardnim zahtevam, pa tudi kakovost površine – vključno s preverjanjem napak, kot so razpoke, luknje, robovi in ali je pocinkana plast enotna, brez luščenja ali rjavenja. Šele po zagotovitvi kakovosti izdelka preidemo na fazo pakiranja.

Izdelke pakiramo v kartone, ki jih nato položimo na palete in prekrijemo s streč folijo.







































































