
Nederlands










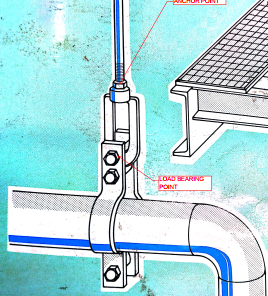
Dit onderdeel is een hijsoogmoer. Hijsoogmoeren worden vaak gebruikt bij hijswerkzaamheden. Er zijn veel soorten oogmoeren, ze verschillen van draadmaat. Ze worden gecombineerd met bouten om de verbinding tussen hijsapparatuur en de te hijsen objecten te vergemakkelijken. Ze worden op grote schaal toegepast op gebieden zoals mechanische productie, constructie, scheepsbouw en installatie van apparatuur. De oogmoer wordt gebruikt bij het optillen van de buis, zoals het onderstaande schematische diagram laat zien:
Het is gemaakt van #45-staal door middel van een heet smeedproces. 45 staal is een medium koolstofstaal met een koolstofgehalte van ongeveer 0,42% - 0,50%. Het biedt een goede balans tussen sterkte en ductiliteit. Vergeleken met koolstofarm staal heeft het een hogere treksterkte. Dit maakt hem geschikt voor toepassingen die een relatief hoog draagvermogen vereisen, zoals bij hijswerkzaamheden waarbij de oogmoer aanzienlijke trekkrachten moet kunnen weerstaan.
Het smeedproces verdicht het metaal, waardoor interne holtes en porositeit worden geëlimineerd die mogelijk aanwezig zijn in gegoten onderdelen. Als gevolg hiervan heeft de heet gesmede 45-stalen hijsoogmoer een hogere dichtheid en een betere algehele integriteit, waardoor deze betrouwbaarder wordt voor veiligheidskritische toepassingen. Het kan complexe vormen vormen met een goede maatnauwkeurigheid. Het proces lijnt ook de metaalvezels uit langs de vorm van de moer, die de richting van de uitgeoefende belasting volgt.
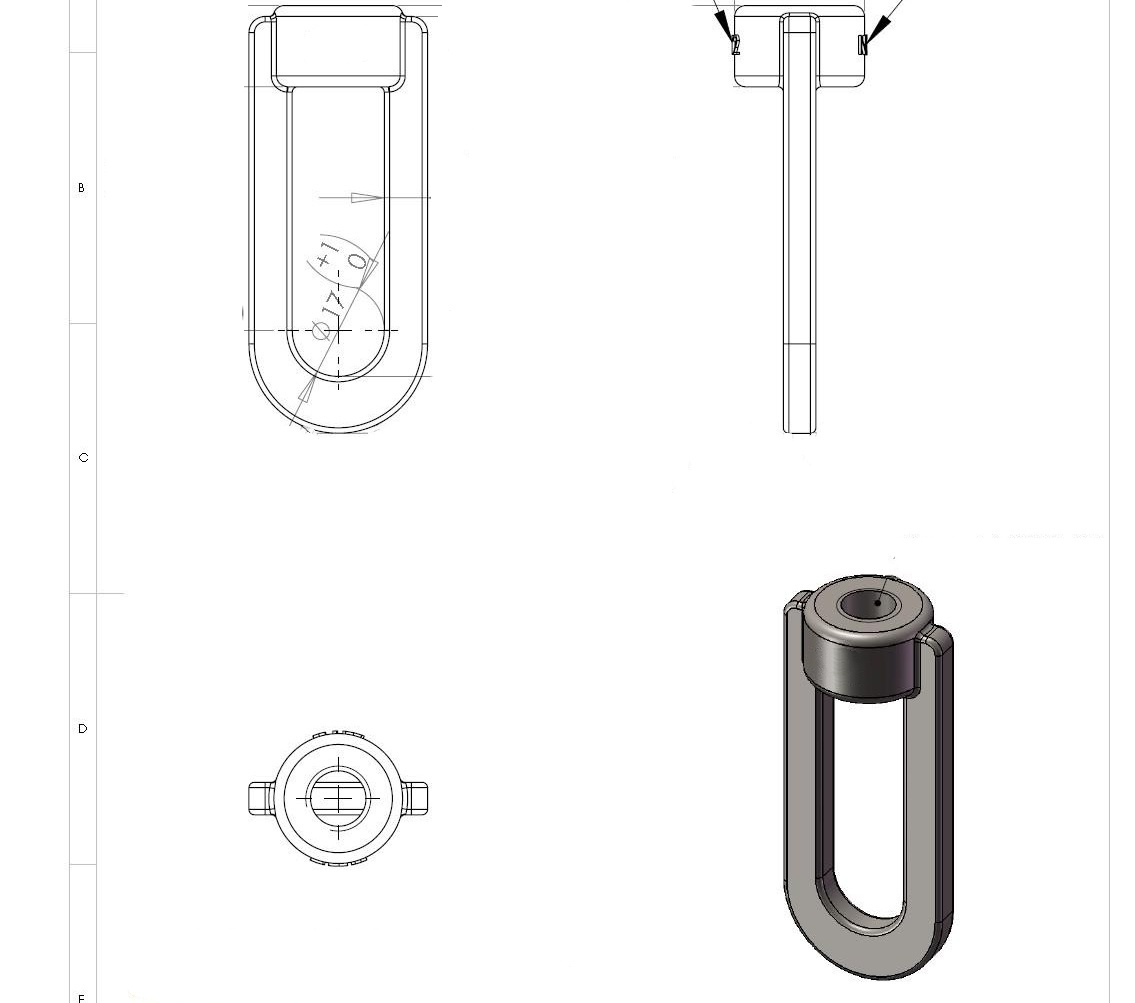
Hier zijn de tekeningen van de oogmoer:
Nadat het materiaal en het proces zijn bevestigd, gaan we verder met het bewerken van de oogmoermal.
Matrijzen voor heet smeden worden tijdens het smeedproces blootgesteld aan hoge temperaturen, aanzienlijke mechanische spanningen en slijtage. H13-staal is een veelgebruikt vormmateriaal dat bestand is tegen de herhaalde verwarmings- en afkoelcycli tijdens heet smeden, waardoor scheuren als gevolg van thermische spanning worden voorkomen.

De 45 stalen plano wordt verwarmd tot een temperatuurbereik van ongeveer 1050 - 1200°C, waarbij het staal kneedbaar wordt. Het verwarmde plano wordt vervolgens in een smeedmatrijs geplaatst.

Hydraulische smeedpersen oefenen druk uit om het metaal te vervormen in de vorm van de hijsoogmoer. Na het smeden laat men de moer langzaam afkoelen om interne spanningen te voorkomen. Vervolgens ondergaat het processen met draadsnijden om aan de vereiste afmetingen te voldoen.

Ten slotte wordt het oppervlak van de oogmoer gegalvaniseerd. Dit is een soort thermisch verzinkt, anders dan normaal galvaniseren, het wordt ondergedompeld in de gesmolten zinkvloeistof en niet in de elektrolytische zinkoplossing. Het ziet er donkerder uit dan de normale methode en duurder. Galvaniseren vormt een beschermende zinklaag die effectief voorkomt dat het 45-stalen substraat gaat roesten, de corrosieweerstand verbetert en de levensduur verlengt, vooral voor componenten die worden gebruikt in zware omstandigheden of buitenomgevingen.

Vóór het verpakken inspecteren we de oogmoeren zorgvuldig, waarbij we per item aspecten controleren zoals maatnauwkeurigheid, draadspecificaties, of de geometrische afmetingen van elk onderdeel voldoen aan het ontwerp en de standaardvereisten, evenals de oppervlaktekwaliteit, inclusief het controleren op defecten zoals scheuren, blaasgaten, bramen en of de gegalvaniseerde laag uniform is, vrij van afbladderen of roesten. Pas nadat we de productkwaliteit hebben gewaarborgd, gaan we over tot de verpakkingsfase.

Wij verpakken de producten in dozen, die vervolgens op pallets worden geplaatst en afgedekt met rekfolie.







































































