
lietuvių










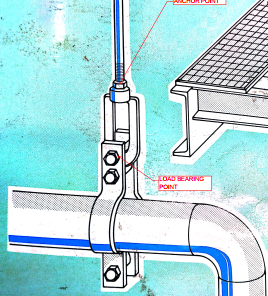
Ši dalis yra kėlimo kilpos veržlė, kėlimo ąsos veržlės dažniausiai naudojamos kėlimo operacijose. Yra daugybė akių veržlių rūšių, jos skiriasi nuo sriegio dydžio. Jie derinami su varžtais, kad būtų lengviau sujungti kėlimo įrangą ir keliamus objektus. Jie plačiai taikomi tokiose srityse kaip mechaninė gamyba, statyba, laivų statyba ir įrangos montavimas. Išorinė veržlė naudojama vamzdžiui pakelti, kaip parodyta toliau pateiktoje skeminėje diagramoje:
Jis pagamintas iš # 45 plieno karšto kalimo būdu. 45 plienas yra vidutinio anglies plienas, kurio anglies kiekis yra maždaug 0,42–0,50%. Jis siūlo gerą stiprumo ir lankstumo pusiausvyrą. Palyginti su mažai anglies dioksidu turinčiais plienais, jis turi didesnį atsparumą tempimui. Dėl to jis tinkamas darbams, kuriems reikalinga santykinai didelė apkrova, pavyzdžiui, atliekant kėlimo operacijas, kai veržlė turi atlaikyti dideles traukimo jėgas.
Kalimo procesas sutankina metalą, pašalindamas vidines tuštumas ir poringumą, kuris gali būti liejamose dalyse. Dėl to karštai kaltinė 45 plieninė kėlimo kilpos veržlė turi didesnį tankį ir geresnį bendrą vientisumą, todėl yra patikimesnė saugai svarbiose srityse. Jis gali sudaryti sudėtingas formas su geru matmenų tikslumu. Procesas taip pat išlygiuoja metalinius pluoštus pagal veržlės formą, kuri atitinka taikomos apkrovos kryptį.
Štai akies riešuto brėžiniai:
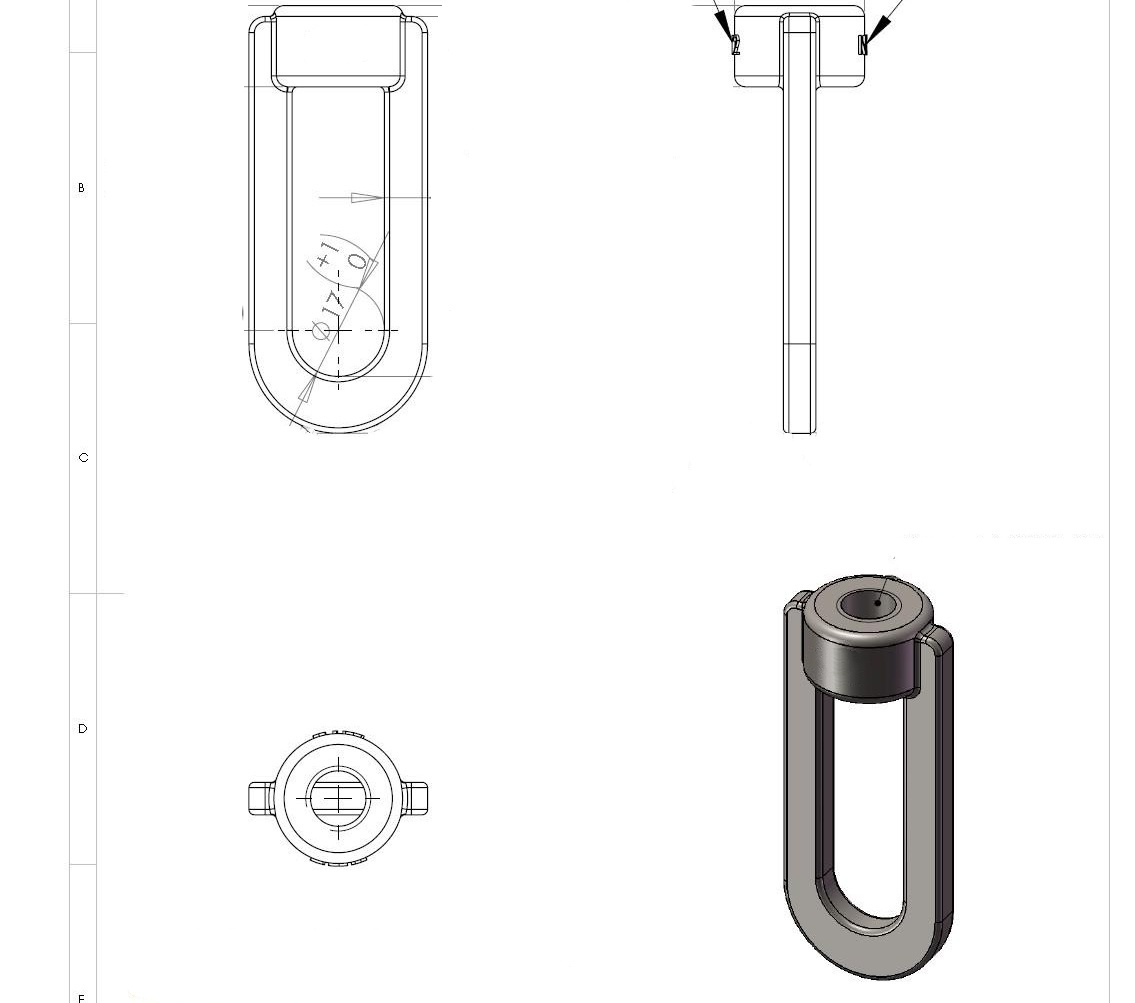
Patvirtinus medžiagą ir procesą, judame į priekį, kad apdirbtume akių veržlės formą.
Karšto kalimo formos kalimo proceso metu yra veikiamos aukštų temperatūrų, didelių mechaninių įtempių ir susidėvėjimo. H13 plienas yra plačiai naudojama liejimo medžiaga, kuri gali atlaikyti pasikartojančius šildymo ir aušinimo ciklus karšto kalimo metu, o tai padeda išvengti įtrūkimų dėl terminio įtempio.

45 plieno ruošinys kaitinamas iki maždaug 1050 - 1200°C temperatūros diapazono, kuriam esant plienas tampa kalus. Tada pašildytas ruošinys dedamas į kalimo štampą.

Hidrauliniai kalimo presai taiko spaudimą, kad metalas deformuotųsi į kėlimo kilpos veržlę. Po kalimo veržlei leidžiama lėtai atvėsti, kad būtų išvengta vidinių įtempių. Tada jame atliekami sriegio pjovimo procesai, kad atitiktų reikiamus matmenis.

Galiausiai akies veržlės paviršius bus cinkuotas. Tai tam tikras karšto cinkavimo būdas, kuris skiriasi nuo įprasto cinkavimo, jis panardinamas į išlydytą cinko skystį, o ne į elektrolitinį cinko tirpalą. Jis atrodo tamsesnis nei įprastas metodas ir brangesnis. Cinkavimas sudaro apsauginę cinko dangą, kuri veiksmingai apsaugo 45 - plieno pagrindą nuo rūdžių, padidina atsparumą korozijai ir prailgina tarnavimo laiką, ypač komponentų, naudojamų atšiaurioje arba lauko aplinkoje.

Prieš pakuodami atidžiai apžiūrėsime veržles, po vieną patikrindami tokius aspektus kaip matmenų tikslumas, sriegio specifikacijos, ar kiekvienos dalies geometriniai matmenys atitinka projektavimo ir standartinius reikalavimus, taip pat paviršiaus kokybę, įskaitant patikrinimą, ar nėra defektų, tokių kaip įtrūkimai, skylės, įtrūkimai ir ar cinkuotas sluoksnis yra vienodas, nenulupęs ir nesurūdijęs. Tik įsitikinę produkto kokybę pereiname į pakavimo etapą.

Gaminius supakuojame į kartonines dėžutes, kurios vėliau dedamos ant padėklų ir uždengiamos tampria plėvele.







































































