
latviski










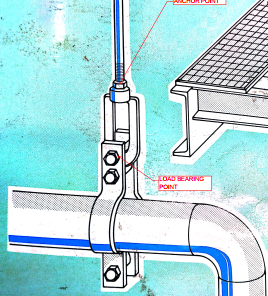
Šī daļa ir pacelšanas cilpas uzgrieznis, celšanas cilpas uzgriežņus parasti izmanto celšanas operācijās. Ir daudz dažādu acu uzgriežņu veidu, tie atšķiras no vītnes izmēra. Tie ir apvienoti ar skrūvēm, lai atvieglotu savienojumu starp pacelšanas aprīkojumu un paceļamajiem priekšmetiem. Tos plaši izmanto tādās jomās kā mehāniskā ražošana, celtniecība, kuģu būve un iekārtu uzstādīšana. Caurules pacelšanai tiek izmantots cilpveida uzgrieznis, kā parādīts zemāk esošajā shematiskajā diagrammā:
Tas ir izgatavots no #45 tērauda ar karstās kalšanas procesu. 45 tērauds ir vidēja oglekļa tērauds ar oglekļa saturu aptuveni 0,42% - 0,50%. Tas nodrošina labu līdzsvaru starp izturību un elastību. Salīdzinot ar zema oglekļa satura tēraudiem, tam ir lielāka stiepes izturība. Tas padara to piemērotu lietojumiem, kuriem nepieciešama salīdzinoši liela nestspēja, piemēram, celšanas operācijās, kur cilpas uzgrieznim ir jāiztur ievērojami vilkšanas spēki.
Kalšanas process sablīvē metālu, novēršot iekšējos tukšumus un porainību, kas varētu būt lietajās daļās. Rezultātā karsti kaltajam 45 tērauda pacelšanas cilpas uzgrieznim ir lielāks blīvums un labāka vispārējā integritāte, kas padara to uzticamāku drošībai – kritiskiem lietojumiem. Tas var veidot sarežģītas formas ar labu izmēru precizitāti. Process arī izlīdzina metāla šķiedras gar uzgriežņa formu, kas seko pieliktās slodzes virzienam.
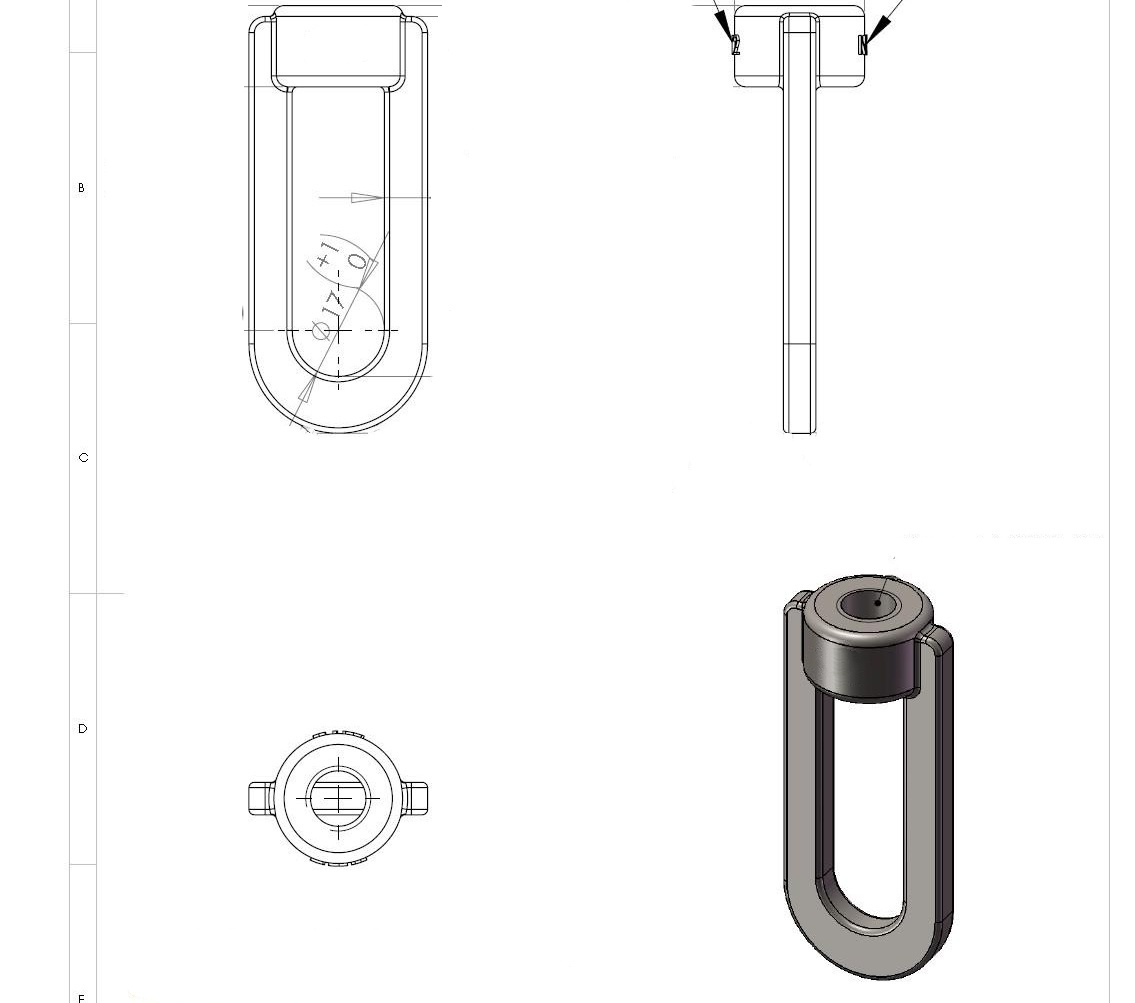
Šeit ir acu riekstu zīmējumi:
Kad materiāls un process ir apstiprināts, mēs virzāmies uz priekšu, lai apstrādātu acs riekstu veidni.
Karstās kalšanas veidnes kalšanas procesā tiek pakļautas augstām temperatūrām, ievērojamam mehāniskam spriegumam un nodilumam. H13 tērauds ir plaši izmantots veidņu materiāls, kas var izturēt atkārtotus sildīšanas un dzesēšanas ciklus karstās kalšanas laikā, kas palīdz novērst plaisāšanu termiskās slodzes dēļ.

45 tērauda sagatave tiek uzkarsēta līdz aptuveni 1050 - 1200°C temperatūras diapazonam, pie kuras tērauds kļūst kaļams. Pēc tam apsildāmo sagatavi ievieto kalšanas veidnē.

Hidrauliskās kalšanas preses izdara spiedienu, lai deformētu metālu pacelšanas cilpas uzgriežņa formā. Pēc kalšanas uzgrieznim ļauj lēnām atdzist, lai izvairītos no iekšējiem spriegumiem. Pēc tam tam tiek veikta vītnes griešana, lai sasniegtu nepieciešamos izmērus.

Visbeidzot, acs uzgriežņa virsma tiks cinkota. Tas ir sava veida karsti cinkots pārklājums, kas atšķiras no parastās cinkošanas, tas tiek iegremdēts izkausētā cinka šķidrumā, nevis elektrolītiskā cinka šķīdumā. Tas izskatās tumšāks par parasto metodi un dārgāks. Cinkošana veido aizsargājošu cinka pārklājumu, kas efektīvi novērš 45 - tērauda pamatnes rūsēšanu, uzlabo izturību pret koroziju un pagarina kalpošanas laiku, īpaši komponentiem, ko izmanto skarbā vai āra vidē.

Pirms iepakošanas mēs rūpīgi pārbaudīsim cilpveida uzgriežņus, pārbaudot pa vienumam tādus aspektus kā izmēru precizitāte, vītnes specifikācijas, vai katras daļas ģeometriskie izmēri atbilst konstrukcijas un standarta prasībām, kā arī virsmas kvalitāti, tostarp pārbaudot, vai nav defektu, piemēram, plaisas, caurumi, urbumi un vai cinkotais slānis ir viendabīgs, bez lobīšanās vai rūsas. Tikai pēc produkta kvalitātes nodrošināšanas mēs pārejam pie iepakošanas stadijas.

Mēs iesaiņojam produkciju kartona kastēs, kuras pēc tam novieto uz paletēm un pārklāj ar elastīgu plēvi.







































































