
Polski










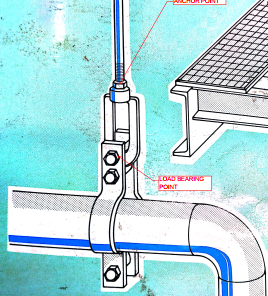
Ta część to nakrętka z uchem do podnoszenia, nakrętki z uchem do podnoszenia są powszechnie stosowane w operacjach podnoszenia. Istnieje wiele rodzajów nakrętek oczkowych, różnią się one rozmiarem gwintu. Są one połączone ze śrubami, aby ułatwić połączenie sprzętu dźwigowego z podnoszonymi przedmiotami. Są szeroko stosowane w takich dziedzinach, jak produkcja mechaniczna, budownictwo, przemysł stoczniowy i instalacja sprzętu. Do podnoszenia rury używana jest nakrętka oczkowa, jak pokazano na poniższym schemacie:
Wykonany jest ze stali #45 w procesie kucia na gorąco. Stal 45 jest stalą średniowęglową o zawartości węgla około 0,42% - 0,50%. Zapewnia dobrą równowagę pomiędzy wytrzymałością i ciągliwością. W porównaniu do stali niskowęglowych ma wyższą wytrzymałość na rozciąganie. Dzięki temu nadaje się do zastosowań wymagających stosunkowo dużej nośności, np. podczas podnoszenia, gdzie nakrętka oczkowa musi wytrzymać znaczne siły ciągnące.
Proces kucia zagęszcza metal, eliminując wewnętrzne puste przestrzenie i porowatość, które mogą występować w odlewanych częściach. W rezultacie nakrętka z uchem do podnoszenia ze stali kutej na gorąco 45 ma większą gęstość i lepszą ogólną integralność, co czyni ją bardziej niezawodną w zastosowaniach krytycznych dla bezpieczeństwa. Może tworzyć złożone kształty z dobrą dokładnością wymiarową. W procesie tym włókna metalowe wyrównują się również wzdłuż kształtu nakrętki, zgodnie z kierunkiem przyłożonego obciążenia.
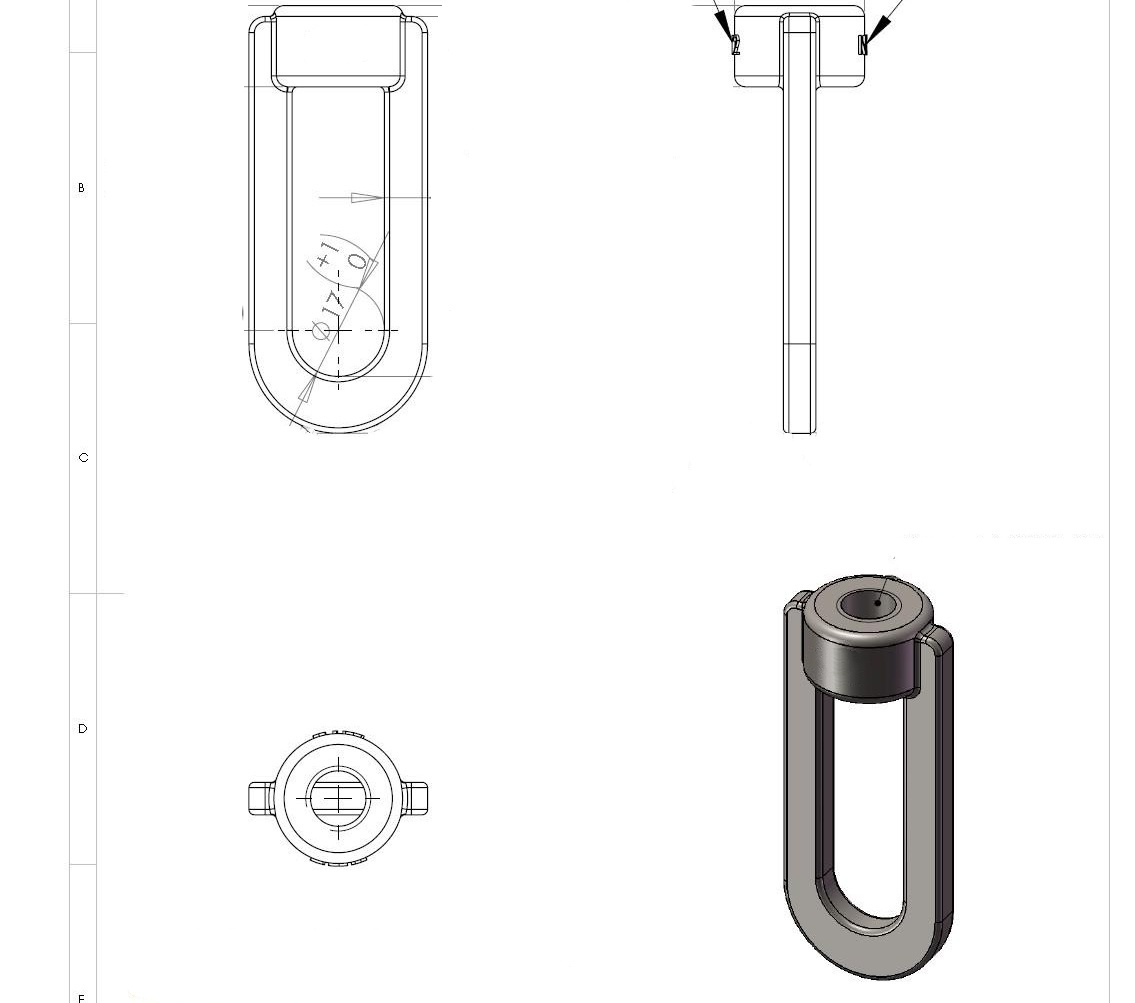
Oto rysunki nakrętki oczkowej:
Po potwierdzeniu materiału i procesu przystępujemy do pracy nad formą nakrętki oczkowej.
Formy do kucia na gorąco w procesie kucia poddawane są działaniu wysokich temperatur, znacznych naprężeń mechanicznych i zużycia. Stal H13 to szeroko stosowany materiał na formy, który wytrzymuje powtarzające się cykle nagrzewania i chłodzenia podczas kucia na gorąco, co pomaga zapobiegać pękaniu na skutek naprężeń termicznych.

Półwyrób ze stali 45 jest podgrzewany do zakresu temperatur około 1050 - 1200°C, w którym stal staje się plastyczna. Ogrzany półwyrób umieszcza się następnie w matrycy kuźniczej.

Prasy hydrauliczne do kucia wywierają nacisk, aby odkształcić metal w kształt nakrętki z uchem do podnoszenia. Po kuciu nakrętkę pozostawia się do powolnego ostygnięcia, aby uniknąć naprężeń wewnętrznych. Następnie poddawany jest procesom gwintowania do wymaganego wymiaru.

Na koniec powierzchnia nakrętki oczkowej zostanie ocynkowana. Jest to rodzaj cynkowania ogniowego, różniący się od cynkowania normalnego, zanurzany jest w ciekłym stopionym cynku, a nie w elektrolitycznym roztworze cynku. Wygląda ciemniej niż metoda normalna i jest droższa. Cynkowanie tworzy ochronną powłokę cynkową, która skutecznie zapobiega rdzewieniu podłoża stalowego 45, zwiększając odporność na korozję i wydłużając żywotność, szczególnie w przypadku komponentów używanych w trudnych warunkach lub na zewnątrz.

Przed pakowaniem dokładnie sprawdzimy nakrętki oczkowe, sprawdzając poszczególne elementy, takie jak dokładność wymiarowa, specyfikacje gwintów, czy wymiary geometryczne każdej części odpowiadają wymaganiom projektowym i standardowym, a także jakość powierzchni – w tym sprawdzamy pod kątem defektów, takich jak pęknięcia, pęcherze, zadziory oraz czy warstwa ocynkowana jest jednolita, wolna od łuszczenia się i rdzy. Dopiero po zapewnieniu jakości produktu przystępujemy do etapu pakowania.

Produkty pakujemy w kartony, które następnie układane są na paletach i oklejane folią stretch.







































































