
Сербия










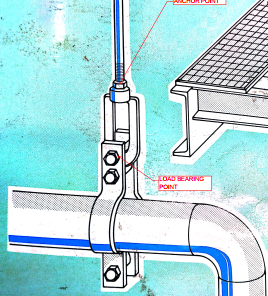
Овај део је матица за подизање, матице за подизање се обично користе у операцијама подизања. Постоји много врста очних матица, које се разликују од величине навоја. Комбиновани су са вијцима како би се олакшала веза између опреме за подизање и предмета који се подижу. Широко се примењују у областима као што су механичка производња, грађевинарство, бродоградња и инсталација опреме. Спољна навртка се користи за подизање цеви, као што показује доњи скематски дијаграм:
Направљен је од челика #45 поступком топлог ковања. 45 челик је средњи угљенични челик са садржајем угљеника од приближно 0,42% - 0,50%. Нуди добар баланс између чврстоће и дуктилности. У поређењу са нискоугљеничним челицима, има већу затезну чврстоћу. Ово га чини погодним за апликације које захтевају релативно високу носивост, као што је у операцијама дизања где очна матица треба да издржи значајне силе повлачења.
Процес ковања сабија метал, елиминишући унутрашње празнине и порозност који могу бити присутни у ливеним деловима. Као резултат, топло кована матица за подизање од челика 45 има већу густину и бољи укупни интегритет, што је чини поузданијом за сигурносно критичне примене. Може да формира сложене облике са добром димензионалном тачношћу. Процес такође поравнава метална влакна дуж облика навртке, која прати правац примењеног оптерећења.
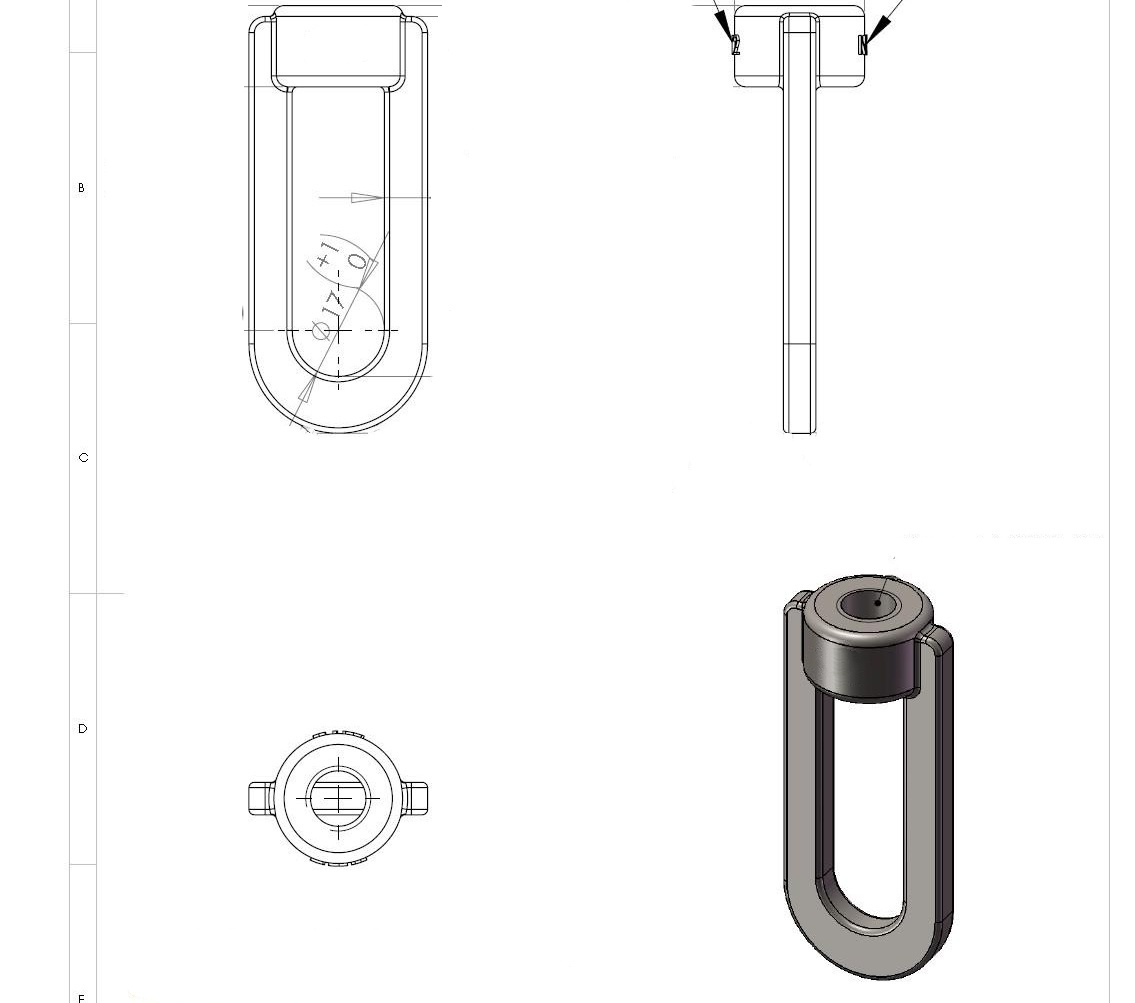
Ево цртежа ораха за око:
Након што се материјал и процес потврде, крећемо даље да радимо калуп за очне матице.
Калупи за топло ковање су подвргнути високим температурама, значајним механичким напрезањима и хабању током процеса ковања. Х13 челик је широко коришћен материјал за калупе, који може да издржи поновљене циклусе грејања и хлађења током топлог ковања, што помаже у спречавању пуцања услед термичког напрезања.

Челик 45 се загрева до температурног опсега од око 1050 - 1200°Ц, при чему челик постаје савитљив. Загрејани бланк се затим ставља у калуп за ковање.

Хидрауличне пресе за ковање врше притисак да би се метал деформисао у облик матице за подизање. Након ковања, матица се оставља да се полако охлади како би се избегла унутрашња напрезања. Затим се подвргава процесима сечења навоја како би се задовољиле потребне димензије.

На крају, површина очне матице ће бити поцинкована. Ово је врста поцинкованог врућим потапањем, различито од нормалног цинковања, потопљено је у растопљену течност цинка, а не у електролитички раствор цинка. Изгледа тамније од номалне методе и скупље. Галванизација формира заштитни премаз од цинка који ефикасно спречава рђање подлоге од 45 - челика, повећавајући отпорност на корозију и продужавајући век трајања, посебно за компоненте које се користе у тешким или отвореним окружењима.

Пре паковања, пажљиво ћемо прегледати навртке за око, проверавајући аспекте ставке по ставку, као што су тачност димензија, спецификације навоја, да ли геометријске димензије сваког дела испуњавају захтеве дизајна и стандарда, као и квалитет површине—укључујући проверу недостатака као што су пукотине, рупе, неравнине и да ли је поцинковани слој равномеран или без поцинкованог слоја. Тек након обезбеђивања квалитета производа прелазимо на фазу паковања.

Производе пакујемо у картоне, који се затим стављају на палете и прекривају стреч фолијом.







































































