Product Introduction
The custom steel lost-wax casting bracket represents a meticulously engineered component crafted via a precision-driven investment casting process using steel materials. It delivers excellent precision, strength, and adaptability, making it ideal for advanced engineering applications.
This is a steel lost-wax casting bracket designed to meet demanding requirements such as bearing heavy loads, withstanding extreme temperatures, and fitting into tight or specialized spaces. Its custom nature ensures that every detail—from complex structures to strict dimensional tolerances—aligns perfectly with specific project needs.

Material and process
Material introduction
It's made from #45 steel by lost wax casting, or water glass casting. It's light and weighs 35g, there are left and right part to use cooperatively. The custom nature ensures that every aspect, from intricate structural designs to exacting dimensional tolerances, aligns with unique project needs.
Drawing analysis
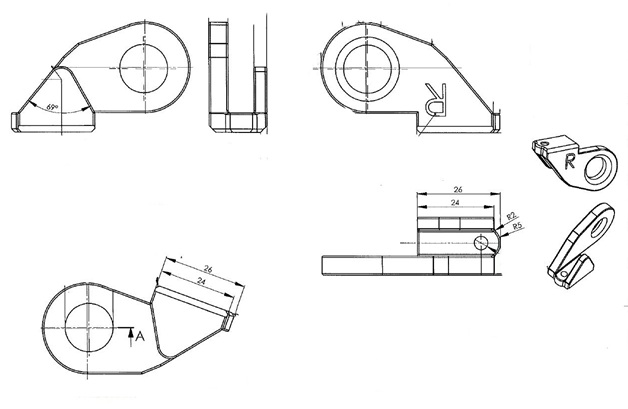
After careful consideration, we confirmed that lost wax casting was the optimal manufacturing process for fabricating the bracket. This decision was based on multiple factors, such as the need for high precision in the bracket's complex geometry, the requirement to achieve intricate details, and the desire for a cost effective solution.Here is the bracket drawing:
Manufacturing process
First, the fabrication of wax patterns and the assembly of the wax tree are essential initial steps. The wax patterns must be crafted with extreme precision, as they serve as the exact replica of the final steel bracket.

Once the individual wax patterns are completed, they are carefully attached to a central wax sprue to form a wax tree. Then, the wax tree undergoes a meticulous investment casting preparation process. It is carefully dipped into a precisely formulated water glass slurry, which acts as a bonding agent. Immediately after, it is coated with refractory sand, the particles of which adhere to the slurry covered wax tree, building up a protective and mold forming layer.
The coated wax tree is then transferred to a specifically designed drying room. In this controlled environment space, with regulated temperature and humidity, the water in the slurry evaporates, and the layer hardens. This dipping coating drying cycle is repeated 5 to 8 times.

Once the desired number of layers is achieved and the shell is sufficiently robust, it is placed into a furnace. Inside the furnace, the shell is baked at a high temperature. This baking process serves multiple purposes: it fully dries the shell, removes any remaining moisture, and also melts and removes the wax tree inside, leaving behind a precise, hollow mold cavity.
Then the molten steel heated to its liquid state at extremely high temperatures, is carefully poured into the empty shell mold. The molten steel fills the cavity, taking on the exact shape of the original wax tree. Then, we wait for the molten steel to cool down naturally within the shell. As it cools, the steel solidifies, forming the final custom steel lost wax casting bracket.


Inspection
The hole in the middle, 15H7, is very important.

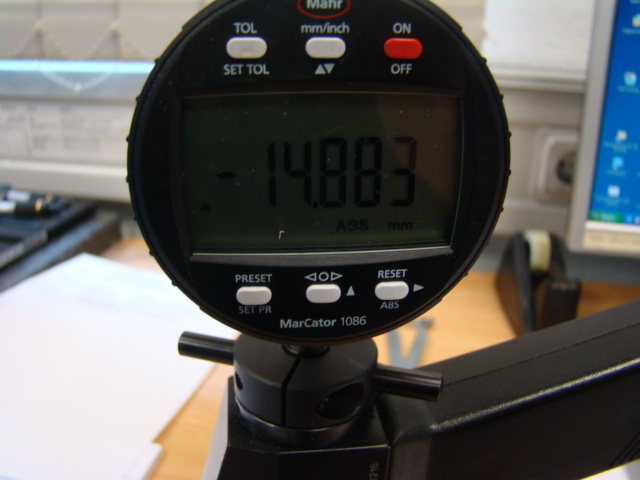
After processing, a gauge is needed for inspection.

Packing
The most crucial point is that these products must not be flattened to prevent deformation. This is not allowed like below picture.

So we conduct a comprehensive inspection of the brackets. Qualified brackets are packed with bubble bag individually and put into the carton. Then we place the goods on pallets and wrap them with plastic film.The pallets provide a stable base for consolidating the goods, preventing shifting during handling and transportation.
Wrapping with plastic film, typically stretch film, secures the items tightly to the pallets, creating a unified, stable load. This not only protects the goods from dust, moisture, and minor impacts but also ensures they remain intact and properly positioned throughout the logistics chain, from warehousing to final delivery.
Conclusion
This custom steel lost wax casting bracket showcases a complete and highly controlled manufacturing process—from precise wax pattern creation to final inspection and packaging. The use of investment casting technology ensures excellent dimensional accuracy, structural integrity, and cost efficiency.
With its ability to meet complex design requirements and demanding application conditions, this product is an ideal solution for industries requiring high-performance custom metal components.
B2B Supply Advantage
As a professional steel lost wax casting bracket manufacturer, we provide high-quality custom investment casting brackets for sale with strong capabilities in tooling, casting, and quality control.
We are a reliable lost wax casting supplier and factory, offering:
Wholesale steel investment casting brackets
Custom precision casting bracket manufacturer solutions
OEM lost wax casting parts supplier for industrial applications
Flexible production for small batch and large-scale orders
Our factory ensures consistent quality, competitive pricing, and reliable delivery, making us a trusted partner for global B2B customers.
Request a Quote
Looking for a dependable steel investment casting supplier or manufacturer?
Contact us today for a custom quote, technical support, or sample evaluation. Simply send us your drawings or requirements, and our engineering team will provide a fast and professional solution.
Start your project now and get precision casting parts with factory-direct pricing!

 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe አማርኛ
አማርኛ ພາສາລາວ
ພາສາລາວ ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu ဗမာစာ
ဗမာစာ தமிழ்
தமிழ் Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Kiswahili
Kiswahili Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi עברית
עברית Dansk
Dansk Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel latviešu
latviešu Беларуская мова
Беларуская мова Български
Български Català
Català Lietuvių
Lietuvių Lëtzebuergesch
Lëtzebuergesch Македонски
Македонски















































































