
norsk språk










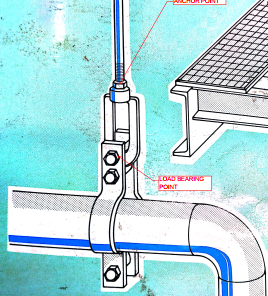
Denne delen er en løfteøyemutter, løfteøyemutter brukes ofte i løfteoperasjoner. Det er mange typer øyemutter, de er forskjellige fra trådstørrelsen. De er kombinert med bolter for å lette forbindelsen mellom løfteutstyr og gjenstandene som skal løftes. De er mye brukt i felt som mekanisk produksjon, konstruksjon, skipsbygging og utstyrsinstallasjon. Øyemutter brukes til å løfte røret, som det skjematiske diagrammet nedenfor viser:
Den er laget av #45 stål ved varmsmiingsprosess. 45 stål er et middels karbonstål med et karboninnhold på omtrent 0,42 % - 0,50 %. Det gir en god balanse mellom styrke og duktilitet. Sammenlignet med lavkarbonstål har den høyere strekkfasthet. Dette gjør den egnet for bruksområder som krever relativt høy bæreevne, for eksempel ved løfteoperasjoner der øyemutteren må tåle betydelige trekkkrefter.
Smiingsprosessen komprimerer metallet, og eliminerer indre hulrom og porøsitet som kan være tilstede i støpte deler. Som et resultat har den varmsmidde 45-stålmutteren en høyere tetthet og bedre helhetlig integritet, noe som gjør den mer pålitelig for sikkerhetskritiske applikasjoner. Den kan danne komplekse former med god dimensjonsnøyaktighet. Prosessen justerer også metallfibrene langs formen på mutteren, som følger retningen til den påførte belastningen.
Her er tegningene av øyenøtten:
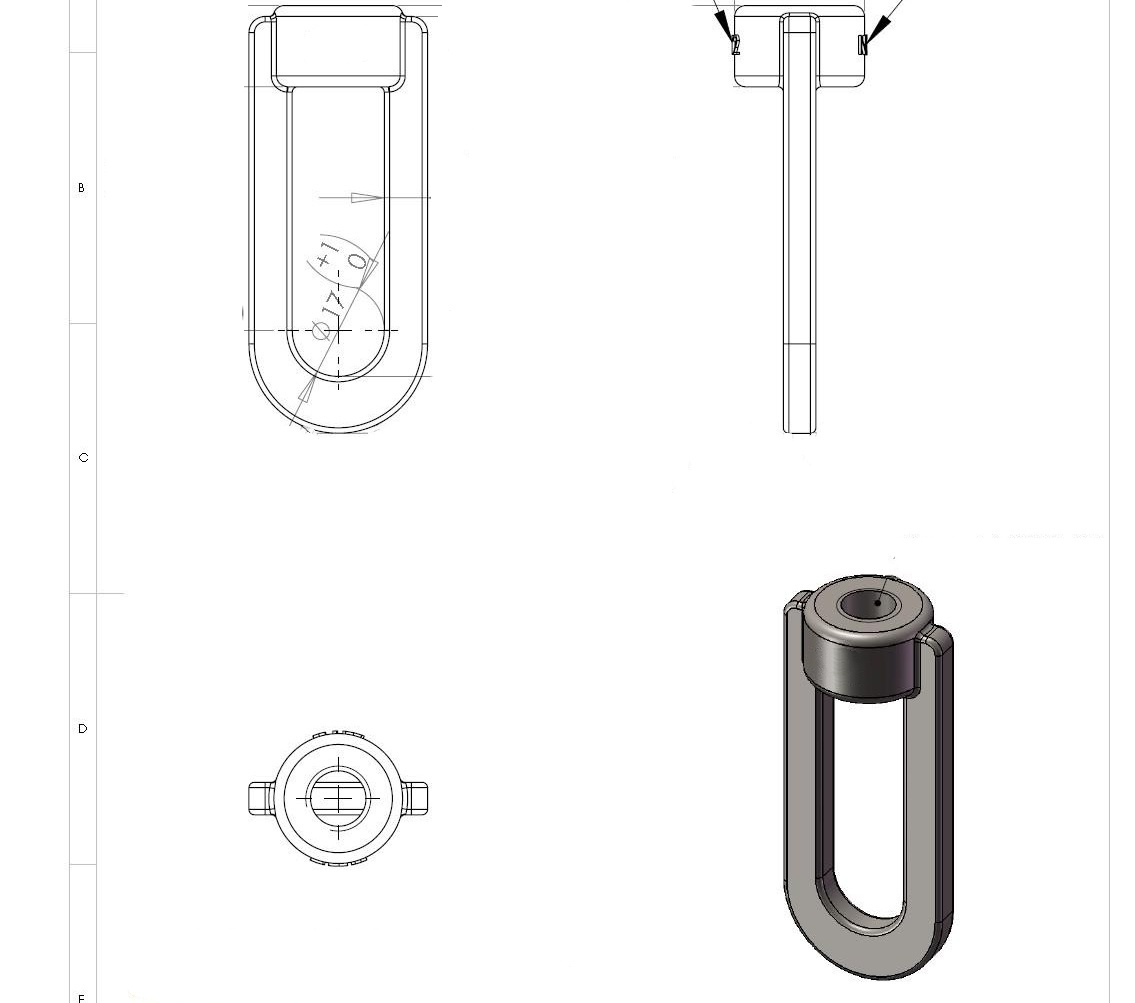
Etter at materialet og prosessen er bekreftet, går vi videre for å jobbe med øyenøtter.
Varme smiformer utsettes for høye temperaturer, betydelige mekaniske påkjenninger og slitasje under smiingsprosessen. H13-stål er et mye brukt formmateriale som tåler de gjentatte oppvarmings- og avkjølingssyklusene under varmsmiing, noe som bidrar til å forhindre sprekkdannelse på grunn av termisk stress.

Emnet på 45 stål varmes opp til et temperaturområde på ca. 1050 - 1200°C, hvorved stålet blir formbart. Det oppvarmede emnet plasseres deretter i en smiform.

Hydrauliske smipresser påfører trykk for å deformere metallet til formen på løfteøyemutteren. Etter smiing får mutteren avkjøles sakte for å unngå indre påkjenninger. Deretter gjennomgår den prosesser for trådkutting for å møte de nødvendige dimensjonene.

Til slutt vil overflaten på øyemutteren galvaniseres. Dette er en slags varm sinkbelagt, forskjellig fra normal galvanisering, den dyppes i den smeltede sinkvæsken, ikke elektrolytisk sinkløsning. Det ser mørkere ut enn den nominelle metoden og dyrere. Galvanisering danner et beskyttende sinkbelegg som effektivt forhindrer 45 - stålunderlaget fra å ruste, øker korrosjonsbestandigheten og forlenger levetiden, spesielt for komponenter som brukes i tøffe eller utendørs miljøer.

Før vi pakker, vil vi nøye inspisere øyemutrene, kontrollere punkt for vare aspekter som dimensjonsnøyaktighet, gjengespesifikasjoner, om de geometriske dimensjonene til hver del oppfyller design- og standardkravene, samt overflatekvalitet – inkludert sjekke for defekter som sprekker, blåsehull, grader, og om det galvaniserte laget er jevnt, fritt for avskalling eller rust. Først etter å ha sikret produktkvaliteten går vi videre til emballasjestadiet.

Vi pakker produktene i kartonger, som deretter legges på paller og dekkes med strekkfilm.







































































