
日本語










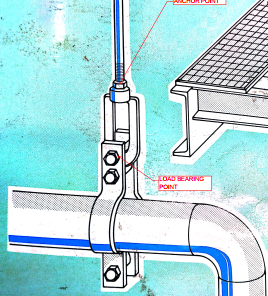
この部品はリフティングアイナットであり、リフティングアイナットは吊り上げ作業によく使用されます。アイナットにはねじサイズの違いにより多くの種類があります。ボルトと組み合わせて、吊り上げ装置と吊り上げ対象物との接続を容易にします。機械製造、建設、造船、設備設置などの分野で幅広く使用されています。以下の概略図に示すように、アウト アイ ナットはパイプを持ち上げる際に使用されます。
#45鋼を熱間鍛造加工して作られています。 45 鋼は、炭素含有量が約 0.42% ~ 0.50% の中炭素鋼です。強度と延性のバランスが優れています。低炭素鋼と比較して、引張強度が高くなります。このため、アイナットが大きな引っ張り力に耐える必要がある吊り上げ作業など、比較的高い耐荷重能力を必要とする用途に適しています。
鍛造プロセスでは金属が圧縮され、鋳造部品に存在する可能性のある内部空隙や多孔性が除去されます。その結果、熱間鍛造された 45 鋼製リフティング アイ ナットの密度が高まり、全体的な完全性が向上し、安全性が重要な用途において信頼性が高まりました。複雑な形状も寸法精度よく成形できます。このプロセスでは、加えられた荷重の方向に沿って金属繊維をナットの形状に沿って整列させます。
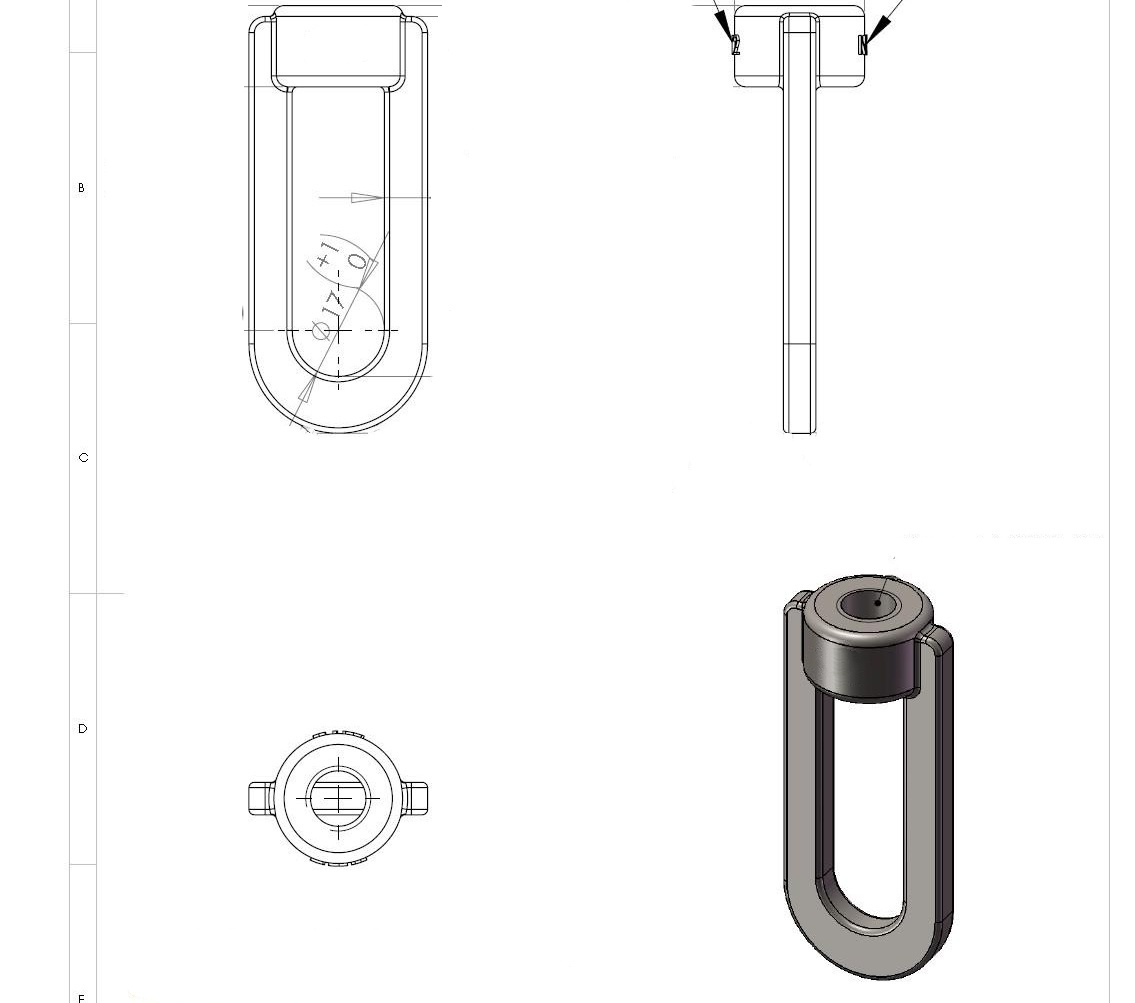
アイナットの図は次のとおりです。
材質と工程を確認したら、アイナット金型の加工に進みます。
熱間鍛造金型は、鍛造プロセス中に高温、重大な機械的応力、および摩耗にさらされます。 H13 鋼は広く使用されている金型材料であり、熱間鍛造時の繰り返しの加熱と冷却のサイクルに耐えることができ、熱応力による亀裂の防止に役立ちます。

45 鋼のブランクは、鋼が展性を持つ約 1050 ~ 1200°C の温度範囲に加熱されます。加熱されたブランクは次に鍛造金型に配置されます。

油圧鍛造プレスは圧力を加えて金属をリフティング アイ ナットの形状に変形させます。鍛造後、ナットは内部応力を避けるためにゆっくりと冷却されます。その後、必要な寸法に合わせてネジ切り加工を行います。

最後にアイナットの表面に亜鉛メッキを施します。これは溶融亜鉛めっきの一種で、通常の亜鉛めっきとは異なり、電解亜鉛溶液ではなく溶融亜鉛液に浸漬します。通常の方法よりも色が暗くなり、費用も高くなります。亜鉛メッキは、45 スチール基板の錆を効果的に防止する保護亜鉛コーティングを形成し、特に過酷な環境や屋外環境で使用されるコンポーネントの耐食性を高め、耐用年数を延ばします。

アイナットは梱包前に、寸法精度、ねじ仕様、各部品の幾何学寸法が設計や規格の要求事項を満たしているか、亀裂、ブローホール、バリなどの欠陥がないか、亜鉛メッキ層が均一で剥がれや錆びがないかなどの表面品質などを項目ごとに注意深く検査します。製品の品質を確保した後、梱包段階に進みます。

製品をダンボールに梱包し、パレットに載せてストレッチフィルムで覆います。







































































