
magyar










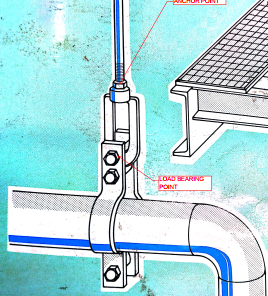
Ez a rész egy emelőszem anya, az emelőszem anyákat általában emelési műveleteknél használják. Sokféle szemcsavar létezik, ezek a menetmérettől eltérőek. Csavarokkal vannak kombinálva, hogy megkönnyítsék az emelőberendezés és az emelendő tárgyak közötti kapcsolatot. Széles körben alkalmazzák olyan területeken, mint a mechanikai gyártás, az építőipar, a hajógyártás és a berendezések telepítése. A cső felemeléséhez külső szemű anyát használnak, amint az alábbi vázlatos diagram mutatja:
#45-ös acélból készült melegkovácsolási eljárással. A 45 acél egy közepes széntartalmú acél, amelynek széntartalma körülbelül 0,42% - 0,50%. Jó egyensúlyt biztosít az erő és a hajlékonyság között. Az alacsony széntartalmú acélokhoz képest nagyobb a szakítószilárdsága. Ez alkalmassá teszi olyan alkalmazásokhoz, amelyek viszonylag nagy teherbíró képességet igényelnek, például emelési műveleteknél, ahol a szemes anyának jelentős húzóerőt kell ellenállnia.
A kovácsolási eljárás tömöríti a fémet, kiküszöbölve a belső üregeket és a porozitást, amely az öntött alkatrészekben előfordulhat. Ennek eredményeként a melegen kovácsolt 45-ös acél emelőszem anya nagyobb sűrűségű és jobb általános integritású, így megbízhatóbb a biztonság szempontjából kritikus alkalmazásokhoz. Jó méretpontossággal képes összetett alakzatokat kialakítani. Az eljárás során a fémszálakat is az anya alakja mentén igazítják, ami követi az alkalmazott terhelés irányát.
Itt vannak a szem dió rajzai:
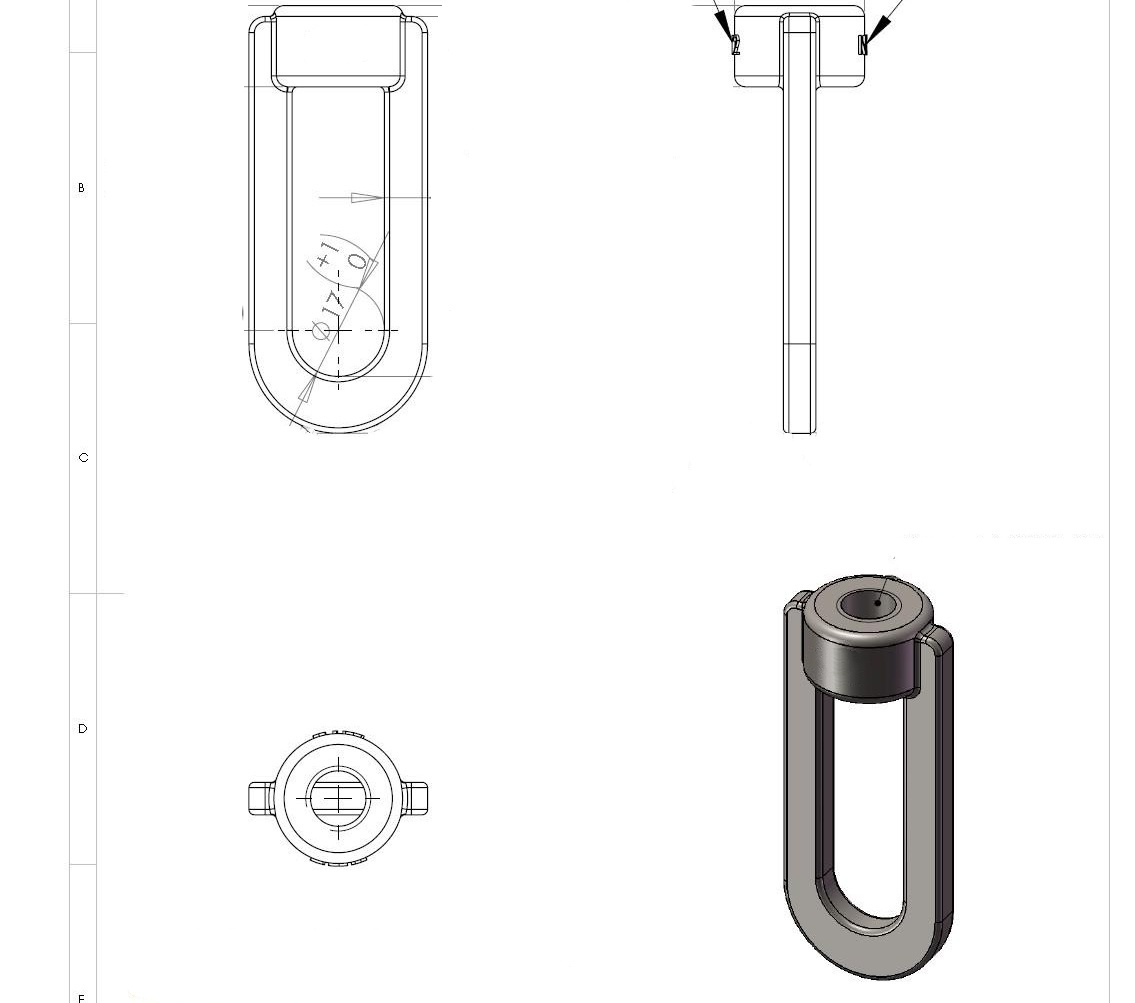
Az anyag és a folyamat megerősítése után továbblépünk a szemanya formázásába.
A forró kovácsolóformák magas hőmérsékletnek, jelentős mechanikai igénybevételnek és kopásnak vannak kitéve a kovácsolási folyamat során. A H13 acél egy széles körben használt formaanyag, amely ellenáll az ismételt melegítési és hűtési ciklusoknak a melegkovácsolás során, ami segít megelőzni a termikus igénybevétel miatti repedést.

A 45-ös acéllemezt körülbelül 1050-1200 °C hőmérséklet-tartományra hevítik, amelynél az acél alakíthatóvá válik. A felmelegített nyersdarabot ezután kovácsolószerszámba helyezzük.

A hidraulikus kovácsoló prések nyomást gyakorolnak a fém deformálására az emelőszem anya alakjára. Kovácsolás után az anyát hagyjuk lassan lehűlni, hogy elkerüljük a belső feszültségeket. Ezután menetvágáson megy keresztül, hogy megfeleljen a kívánt méretnek.

Végül a szem anya felülete horganyzott lesz. Ez egyfajta tűzi horganyzás, amely különbözik a névleges horganyzástól, az olvadt cinkfolyadékba mártják, nem az elektrolitikus cinkoldatba. Sötétebbnek tűnik, mint a normál módszer és drágább. A horganyzás védő cinkbevonatot képez, amely hatékonyan megakadályozza a 45 -os acél alapfelület rozsdásodását, javítja a korrózióállóságot és meghosszabbítja az élettartamot, különösen a zord vagy kültéri környezetben használt alkatrészek esetében.

Csomagolás előtt gondosan megvizsgáljuk a szemcsavarokat, tételesen ellenőrizve a méretpontosságot, a menetspecifikációkat, az egyes alkatrészek geometriai méretei megfelelnek-e a tervezési és szabványos követelményeknek, valamint a felület minőségét – beleértve a repedések, lyukak, sorjás hibák, valamint a horganyzott réteg egyenletes, hámlástól és rozsdásodástól mentes ellenőrzését. Csak a termék minőségének biztosítása után léphetünk a csomagolási szakaszba.

A termékeket kartondobozokba csomagoljuk, majd raklapokra helyezzük, és sztreccs fóliával lefedjük.







































































