
Suomalainen










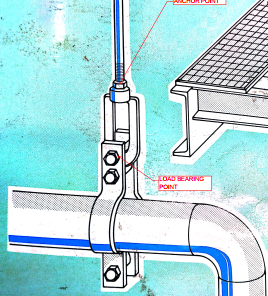
Tämä osa on nostosilmukkamutteri, nostosilmukkamuttereita käytetään yleisesti nostooperaatioissa. Silmämuttereita on monenlaisia, ne eroavat lankakoosta. Ne on yhdistetty pulteilla helpottamaan nostolaitteiden ja nostettavien esineiden välistä yhteyttä. Niitä käytetään laajalti sellaisilla aloilla kuin mekaaninen valmistus, rakentaminen, laivanrakennus ja laiteasennus. Ulkopuolista silmukkamutteria käytetään putken nostamiseen, kuten alla oleva skemaattinen kaavio osoittaa:
Se on valmistettu #45 teräksestä kuumatakomalla. 45-teräs on keskihiiliteräs, jonka hiilipitoisuus on noin 0,42 % - 0,50 %. Se tarjoaa hyvän tasapainon lujuuden ja taipuisuuden välillä. Vähähiilisiin teräksiin verrattuna sillä on suurempi vetolujuus. Tämä tekee siitä sopivan sovelluksiin, jotka vaativat suhteellisen suurta kantavuutta, kuten nostotöissä, joissa silmukkamutterin on kestettävä merkittäviä vetovoimia.
Taontaprosessi tiivistää metallia poistaen sisäiset ontelot ja huokoisuuden, joita valetuissa osissa saattaa olla. Tämän seurauksena kuumataotulla 45 teräksisellä nostosilmukkamutterilla on suurempi tiheys ja parempi yleinen eheys, mikä tekee siitä luotettavamman turvallisuuden kannalta kriittisissä sovelluksissa. Se voi muodostaa monimutkaisia muotoja hyvällä mittatarkkuudella. Prosessi myös kohdistaa metallikuidut mutterin muotoa pitkin, mikä seuraa kohdistetun kuorman suuntaa.
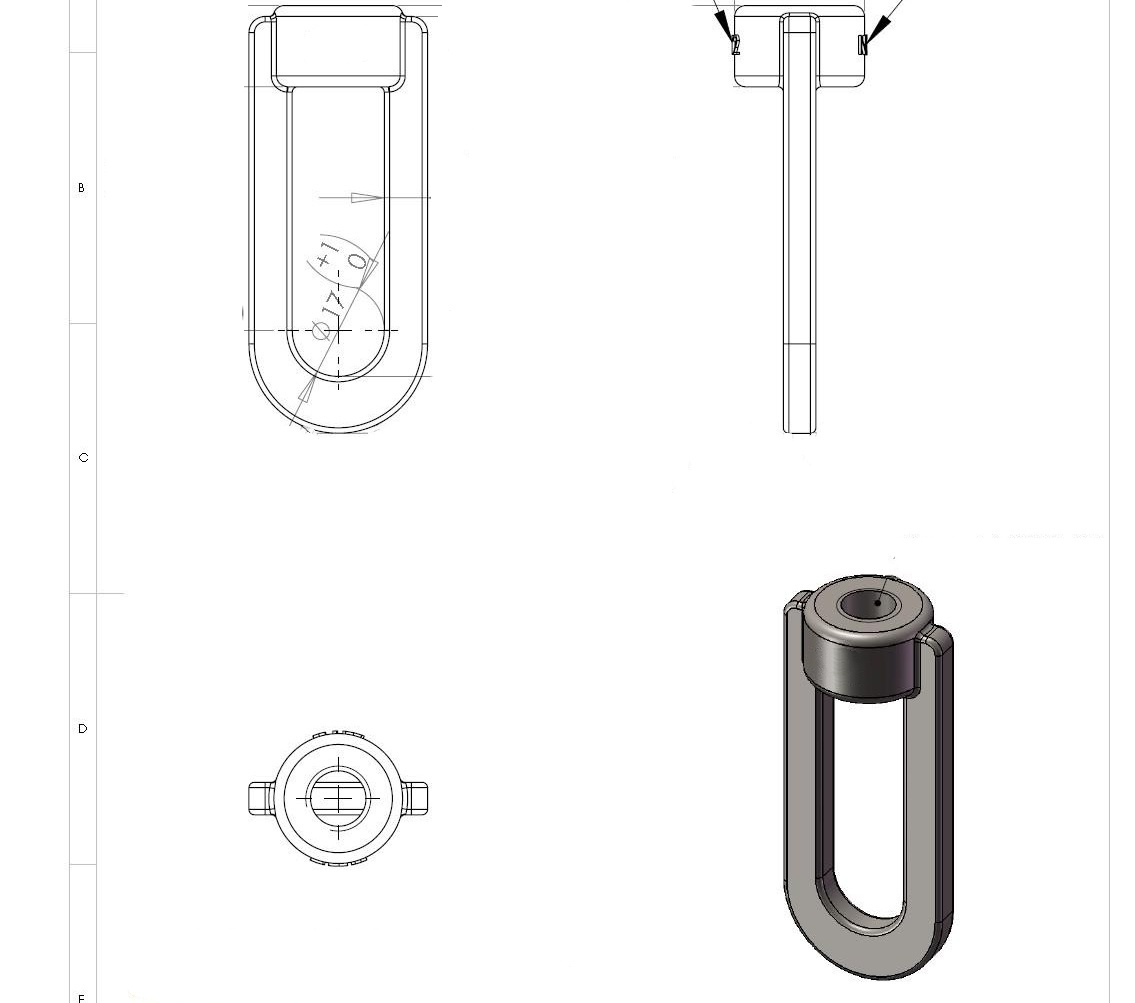
Tässä on piirustukset silmämutterista:
Kun materiaali ja prosessi on vahvistettu, siirrymme eteenpäin silmämutterin muottiin.
Kuumat taontamuotit altistuvat korkeille lämpötiloille, merkittäville mekaanisille rasituksille ja kulumiselle taontaprosessin aikana. H13-teräs on laajalti käytetty muottimateriaali, joka kestää toistuvia kuumennus- ja jäähdytysjaksoja kuumatakomisen aikana, mikä auttaa estämään lämpörasituksen aiheuttamaa halkeilua.

45-teräsaihio kuumennetaan lämpötila-alueelle noin 1050 - 1200°C, jossa teräksestä tulee muokattavaa. Kuumennettu aihio asetetaan sitten taontamuottiin.

Hydrauliset taontapuristimet kohdistavat painetta metallin muuttamiseksi nostosilmukan mutterin muotoon. Takomisen jälkeen mutterin annetaan jäähtyä hitaasti sisäisten jännitysten välttämiseksi. Sitten se läpikäy prosessien kierreleikkauksen, jotta se täyttää vaaditut mitat.

Lopuksi silmukkamutterin pinta galvanoidaan. Tämä on eräänlainen kuumasinkitty, joka eroaa nimellissinkitystä, se upotetaan sulaan sinkkinesteeseen, ei elektrolyyttiseen sinkkiliuokseen. Se näyttää tummemmalta kuin normaali menetelmä ja kalliimpi. Galvanointi muodostaa suojaavan sinkkipinnoitteen, joka estää tehokkaasti 45 - teräsalustaa ruostumasta, parantaa korroosionkestävyyttä ja pidentää käyttöikää erityisesti ankarissa tai ulkona käytettäville komponenteille.

Ennen pakkaamista tarkastamme silmämutterit huolellisesti ja tarkastamme kohteelta näkökohdat, kuten mittatarkkuuden, kierteiden tekniset tiedot, ovatko kunkin osan geometriset mitat suunnittelu- ja standardivaatimukset, sekä pinnan laadun – mukaan lukien tarkistamme vikoja, kuten halkeamia, puhallusreiät, purseet ja onko galvanoitu kerros tasainen, kuoriutumaton tai ruostumaton. Vasta tuotteen laadun varmistamisen jälkeen siirrymme pakkausvaiheeseen.

Pakkaamme tuotteet laatikoihin, jotka asetetaan lavoille ja peitetään joustavalla kalvolla.







































































