
हिन्दी










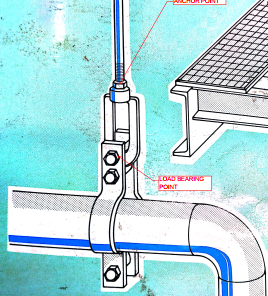
यह हिस्सा एक लिफ्टिंग आई नट है, लिफ्टिंग आई नट का उपयोग आमतौर पर लिफ्टिंग ऑपरेशन में किया जाता है। नेत्र नट कई प्रकार के होते हैं, वे धागे के आकार से भिन्न होते हैं। उठाने वाले उपकरण और उठाई जाने वाली वस्तुओं के बीच संबंध को सुविधाजनक बनाने के लिए उन्हें बोल्ट के साथ जोड़ा जाता है। इन्हें यांत्रिक विनिर्माण, निर्माण, जहाज निर्माण और उपकरण स्थापना जैसे क्षेत्रों में व्यापक रूप से लागू किया जाता है। पाइप को उठाने के लिए आउट आई नट का उपयोग किया जाता है, जैसा कि नीचे दिए गए योजनाबद्ध चित्र में दिखाया गया है:
इसे हॉट फोर्जिंग प्रक्रिया द्वारा #45 स्टील से बनाया गया है। 45 स्टील एक मध्यम कार्बन स्टील है जिसमें कार्बन सामग्री लगभग 0.42% - 0.50% है। यह ताकत और लचीलेपन के बीच एक अच्छा संतुलन प्रदान करता है। कम कार्बन स्टील्स की तुलना में, इसमें उच्च तन्यता ताकत होती है। यह इसे उन अनुप्रयोगों के लिए उपयुक्त बनाता है जिनके लिए अपेक्षाकृत उच्च भार वहन क्षमता की आवश्यकता होती है, जैसे कि उठाने के संचालन में जहां आंख के नट को महत्वपूर्ण खींचने वाली ताकतों का सामना करने की आवश्यकता होती है।
फोर्जिंग प्रक्रिया धातु को संकुचित करती है, जिससे आंतरिक रिक्तता और सरंध्रता समाप्त हो जाती है जो कि ढले भागों में मौजूद हो सकती है। परिणामस्वरूप, हॉट फोर्ज्ड 45 स्टील लिफ्टिंग आई नट में उच्च घनत्व और बेहतर समग्र अखंडता होती है, जो इसे सुरक्षा - महत्वपूर्ण अनुप्रयोगों के लिए अधिक विश्वसनीय बनाती है। यह अच्छी आयामी सटीकता के साथ जटिल आकार बना सकता है। यह प्रक्रिया धातु के रेशों को नट के आकार के साथ संरेखित करती है, जो लागू भार की दिशा का अनुसरण करती है।
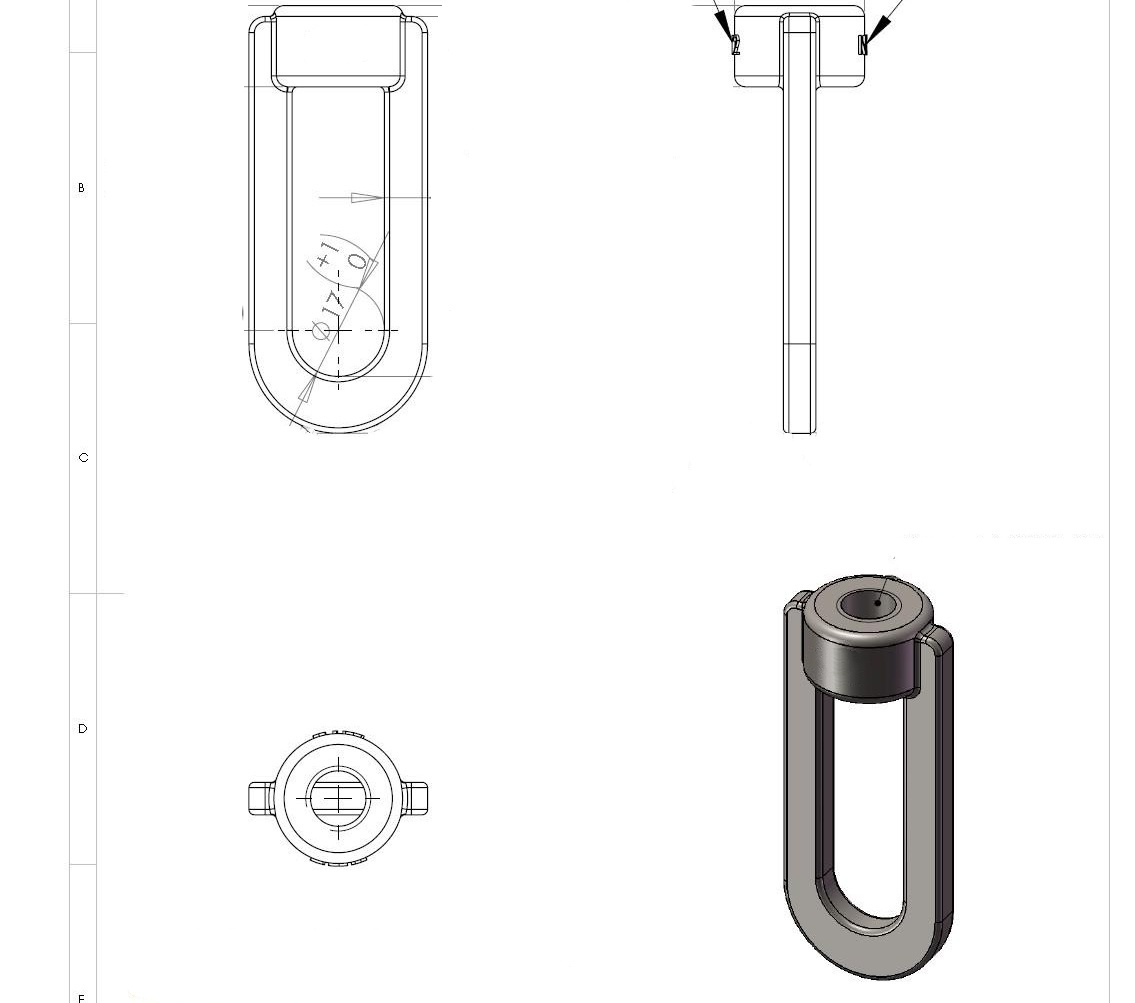
यहाँ नेत्र अखरोट के चित्र हैं:
सामग्री और प्रक्रिया की पुष्टि होने के बाद, हम आई नट मोल्ड पर काम करने के लिए आगे बढ़ते हैं।
हॉट फोर्जिंग मोल्ड फोर्जिंग प्रक्रिया के दौरान उच्च तापमान, महत्वपूर्ण यांत्रिक तनाव और घिसाव के अधीन होते हैं। H13 स्टील एक व्यापक रूप से उपयोग की जाने वाली मोल्ड सामग्री है, जो गर्म फोर्जिंग के दौरान बार-बार हीटिंग और कूलिंग चक्र का सामना कर सकती है, जो थर्मल तनाव के कारण दरार को रोकने में मदद करती है।

45 स्टील ब्लैंक को लगभग 1050 - 1200°C के तापमान रेंज तक गर्म किया जाता है, जिस पर स्टील लचीला हो जाता है। फिर गर्म किए गए ब्लैंक को फोर्जिंग डाई में रखा जाता है।

हाइड्रोलिक फोर्जिंग प्रेस धातु को लिफ्टिंग आई नट के आकार में विकृत करने के लिए दबाव लागू करती है। फोर्जिंग के बाद, आंतरिक तनाव से बचने के लिए अखरोट को धीरे-धीरे ठंडा होने दिया जाता है। फिर, यह आवश्यक आयाम को पूरा करने के लिए थ्रेड कटिंग प्रक्रिया से गुजरता है।

अंत में, आई नट की सतह को गैल्वेनाइज्ड किया जाएगा। यह एक प्रकार का हॉट डिप जिंक प्लेटेड है, जो सामान्य गैल्वनाइजिंग से अलग है, इसे पिघले हुए जिंक तरल में डुबोया जाता है, इलेक्ट्रोलाइटिक जिंक घोल में नहीं। यह सामान्य विधि की तुलना में अधिक गहरा और अधिक महंगा दिखता है। गैल्वनाइजिंग एक सुरक्षात्मक जिंक कोटिंग बनाती है जो 45-स्टील सब्सट्रेट को जंग लगने से प्रभावी ढंग से रोकती है, संक्षारण प्रतिरोध को बढ़ाती है और सेवा जीवन को बढ़ाती है, खासकर कठोर या बाहरी वातावरण में उपयोग किए जाने वाले घटकों के लिए।

पैकिंग से पहले, हम आई नट्स का ध्यानपूर्वक निरीक्षण करेंगे, आइटम दर आइटम पहलुओं की जांच करेंगे जैसे कि आयामी सटीकता, थ्रेड विनिर्देश, क्या प्रत्येक भाग के ज्यामितीय आयाम डिजाइन और मानक आवश्यकताओं को पूरा करते हैं, साथ ही सतह की गुणवत्ता - जिसमें दरारें, ब्लोहोल्स, गड़गड़ाहट जैसे दोषों की जांच भी शामिल है, और क्या गैल्वेनाइज्ड परत एक समान है, छीलने या जंग लगने से मुक्त है। उत्पाद की गुणवत्ता सुनिश्चित करने के बाद ही हम पैकेजिंग चरण पर आगे बढ़ते हैं।

हम उत्पादों को डिब्बों में पैक करते हैं, जिन्हें बाद में पैलेटों पर रखा जाता है और स्ट्रेच फिल्म से ढक दिया जाता है।







































































