
Afrikaans










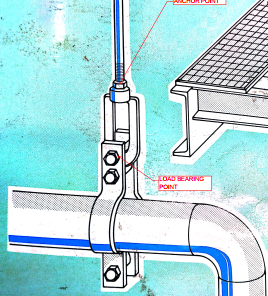
Hierdie deel is 'n opteloogmoer, opheffingsoogmoere word algemeen gebruik in opheffingsoperasies. Daar is baie soorte oogmoer, hulle verskil van draadgrootte. Hulle word gekombineer met boute om die verbinding tussen hystoerusting en die voorwerpe wat opgelig moet word, te vergemaklik. Hulle word wyd toegepas in velde soos meganiese vervaardiging, konstruksie, skeepsbou en installering van toerusting. Uit oogmoer word gebruik om die pyp op te lig, soos die onderstaande skematiese diagram toon:
Dit is gemaak van #45 staal deur warm smee proses. 45-staal is 'n medium koolstofstaal met 'n koolstofinhoud van ongeveer 0,42% - 0,50%. Dit bied 'n goeie balans tussen sterkte en rekbaarheid. In vergelyking met lae koolstofstaal, het dit hoër treksterkte. Dit maak dit geskik vir toepassings wat relatief hoë dravermoë vereis, soos in opheffingsoperasies waar die oogmoer aansienlike trekkragte moet weerstaan.
Die smeeproses verdig die metaal en elimineer interne leemtes en porositeit wat in gegote dele teenwoordig kan wees. Gevolglik het die warm gesmede 45-staal-hysoogmoer 'n hoër digtheid en beter algehele integriteit, wat dit meer betroubaar maak vir veiligheidskritieke toepassings. Dit kan komplekse vorms met goeie dimensionele akkuraatheid vorm. Die proses belyn ook die metaalvesels langs die vorm van die moer, wat die rigting van die toegepaste las volg.
Hier is die tekeninge van die oogmoer:
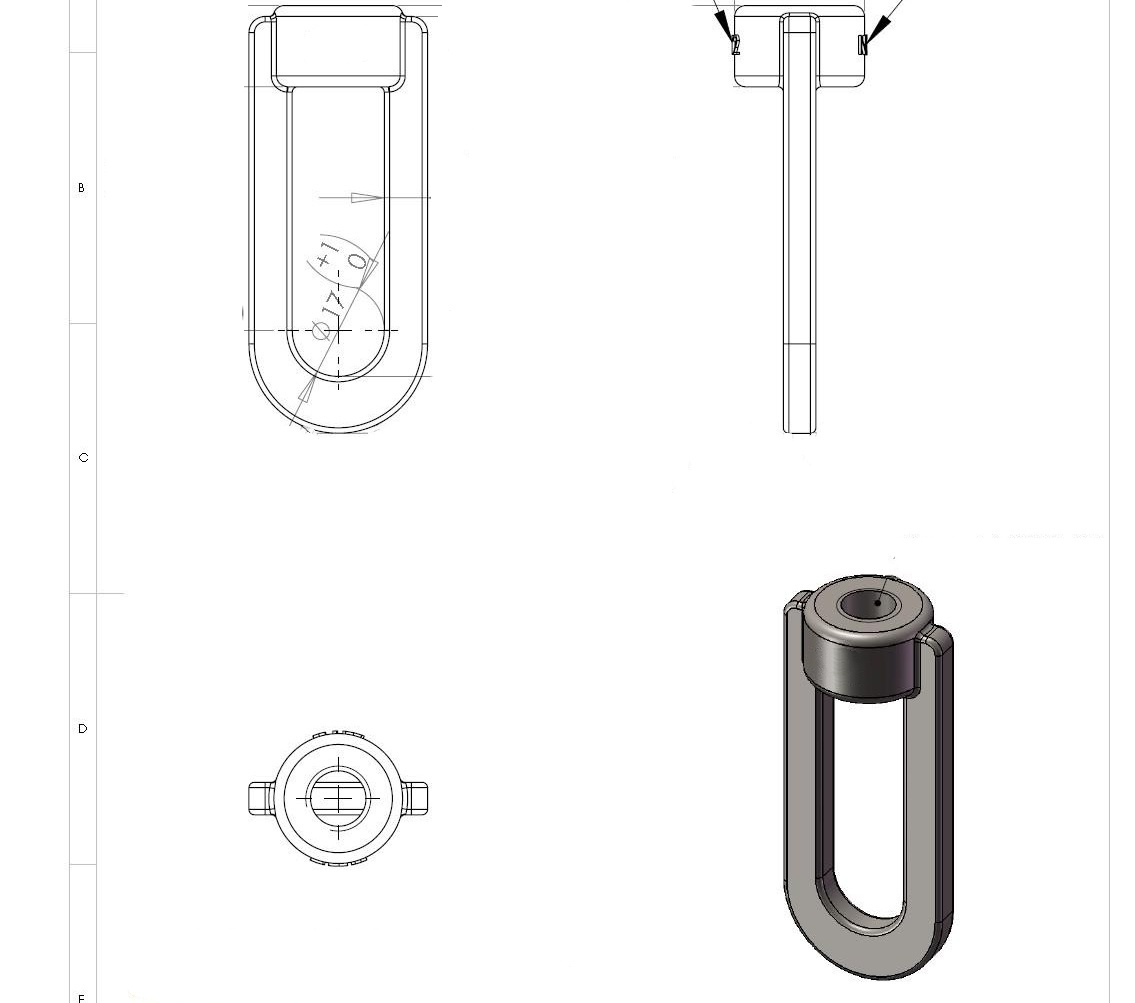
Nadat die materiaal en proses bevestig is, gaan ons vorentoe om die oogmoervorm te bewerk.
Warm smeevorms word blootgestel aan hoë temperature, aansienlike meganiese spanning en slytasie tydens die smeeproses. H13-staal is 'n wyd gebruikte vormmateriaal wat die herhaalde verhitting- en verkoelingsiklusse tydens warm smee kan weerstaan, wat help om krake as gevolg van termiese spanning te voorkom.

Die 45 staal blanko word verhit tot 'n temperatuurreeks van ongeveer 1050 - 1200°C, waarteen die staal smeebaar word. Die verhitte blanko word dan in 'n smeematrys geplaas.

Hidrouliese smeeperse oefen druk uit om die metaal in die vorm van die ligoogmoer te vervorm. Na smee word die moer toegelaat om stadig af te koel om interne spanning te vermy. Dan ondergaan dit prosesse draadsny om aan die vereiste dimensionele te voldoen.

Uiteindelik sal die oppervlak van die oogmoer gegalvaniseer word. Dit is 'n soort warm gedompelde sinkplaat, anders as normale galvanisering, dit word in die gesmelte sinkvloeistof gedoop, nie in elektrolitiese sinkoplossing nie. Dit lyk donkerder as die normale metode en duurder. Galvanisering vorm 'n beskermende sinklaag wat doeltreffend verhoed dat die 45 - staalsubstraat roes, wat korrosiebestandheid verbeter en die lewensduur verleng, veral vir komponente wat in harde of buitelugomgewings gebruik word.

Voordat ons verpak word, sal ons die oogmoere noukeurig inspekteer, item vir item aspekte soos dimensionele akkuraatheid, skroefdraadspesifikasies nagaan, of die geometriese afmetings van elke onderdeel aan die ontwerp- en standaardvereistes voldoen, sowel as oppervlakkwaliteit—insluitend kontrolering vir defekte soos krake, blaasgate, brame, en of die gegalvaniseerde laag eenvormig is, vry van afskilfering of roes. Eers nadat ons die kwaliteit van die produk verseker het, gaan ons voort na die verpakkingstadium.

Ons pak die produkte in kartonne, wat dan op palette geplaas en met rekfilm bedek word.







































































