
slovenského jazyk










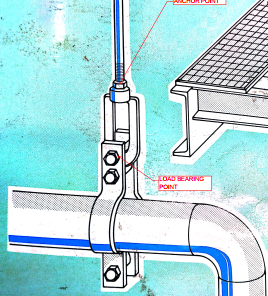
Táto časť je matica zdvíhacieho oka, matice zdvíhacieho oka sa bežne používajú pri zdvíhacích operáciách. Existuje mnoho druhov očných matíc, líšia sa veľkosťou závitu. Sú kombinované so skrutkami na uľahčenie spojenia medzi zdvíhacím zariadením a predmetmi, ktoré sa majú zdvíhať. Široko sa používajú v oblastiach, ako je mechanická výroba, stavebníctvo, stavba lodí a inštalácia zariadení. Matica s vonkajším okom sa používa na zdvíhanie potrubia, ako ukazuje nižšie uvedený schematický diagram:
Je vyrobený z ocele #45 kovaním za tepla. Oceľ 45 je stredne uhlíková oceľ s obsahom uhlíka približne 0,42 % - 0,50 %. Ponúka dobrú rovnováhu medzi pevnosťou a ťažnosťou. V porovnaní s nízkouhlíkovou oceľou má vyššiu pevnosť v ťahu. Vďaka tomu je vhodný pre aplikácie, ktoré vyžadujú relatívne vysokú nosnosť, ako napríklad pri zdvíhacích operáciách, kde matica s okom musí odolať značným ťahovým silám.
Proces kovania zhutňuje kov, eliminuje vnútorné dutiny a pórovitosť, ktorá môže byť prítomná v odliatkoch. Výsledkom je, že za tepla kovaná matica zdvíhacieho oka z ocele 45 má vyššiu hustotu a lepšiu celkovú integritu, vďaka čomu je spoľahlivejšia pre aplikácie kritické z hľadiska bezpečnosti. Dokáže vytvárať zložité tvary s dobrou rozmerovou presnosťou. Proces tiež vyrovnáva kovové vlákna pozdĺž tvaru matice, ktorá sleduje smer aplikovaného zaťaženia.
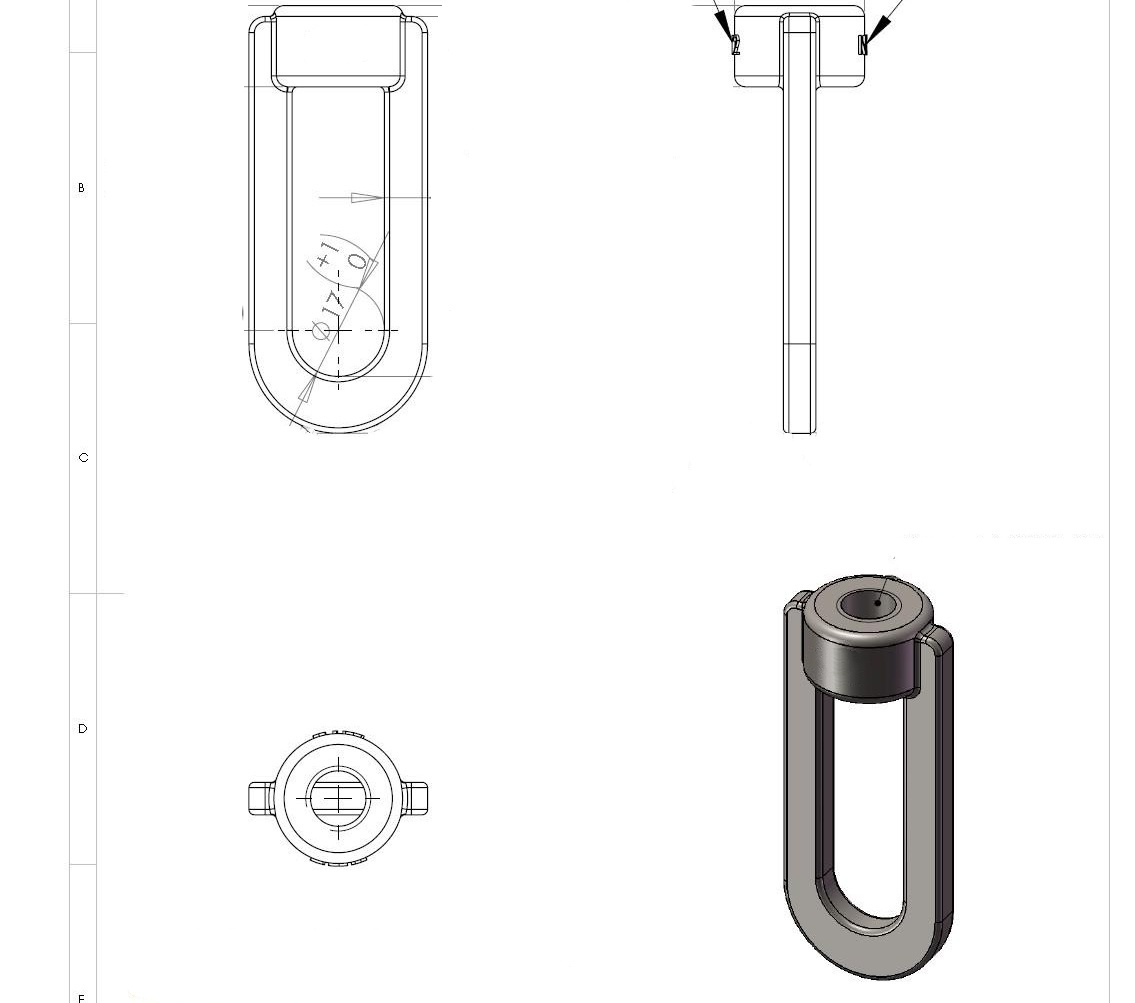
Tu sú výkresy očnej matice:
Po potvrdení materiálu a procesu pokračujeme v práci s očnou formou.
Formy na kovanie za tepla sú počas procesu kovania vystavené vysokým teplotám, značnému mechanickému namáhaniu a opotrebovaniu. Oceľ H13 je široko používaný formovací materiál, ktorý dokáže vydržať opakované cykly zahrievania a chladenia počas kovania za tepla, čo pomáha predchádzať praskaniu v dôsledku tepelného namáhania.

Oceľový polotovar 45 sa zahrieva na teplotný rozsah približne 1050 - 1200 °C, pri ktorom sa oceľ stáva kujnou. Zahriaty polotovar sa potom vloží do kovacej zápustky.

Hydraulické kovacie lisy vyvíjajú tlak na deformáciu kovu do tvaru matice zdvíhacieho oka. Po kovaní sa matica nechá pomaly vychladnúť, aby sa predišlo vnútorným napätiam. Potom prechádza procesom rezania závitov, aby spĺňal požadované rozmery.

Nakoniec bude povrch matice oka pozinkovaný. Jedná sa o druh žiarovo pozinkovaného zinku, ktorý sa líši od bežného zinkovania, ponorí sa do roztavenej zinkovej kvapaliny, nie do elektrolytického roztoku zinku. Vyzerá tmavšie ako pri bežnej metóde a drahšie. Galvanizácia vytvára ochranný zinkový povlak, ktorý účinne zabraňuje hrdzaveniu oceľového podkladu, čím sa zvyšuje odolnosť proti korózii a predlžuje sa životnosť, najmä pre komponenty používané v drsnom alebo vonkajšom prostredí.

Pred balením starostlivo skontrolujeme matice s očkami, skontrolujeme jednotlivé položky, ako sú rozmerová presnosť, špecifikácie závitov, či geometrické rozmery každej časti spĺňajú konštrukčné a štandardné požiadavky, ako aj kvalita povrchu – vrátane kontroly chýb, ako sú praskliny, diery, otrepy a či je pozinkovaná vrstva rovnomerná, bez odlupovania alebo hrdze. Až po zabezpečení kvality produktu pristúpime k fáze balenia.

Výrobky balíme do kartónov, ktoré sa následne uložia na palety a prekryjú stretch fóliou.







































































