
svenska










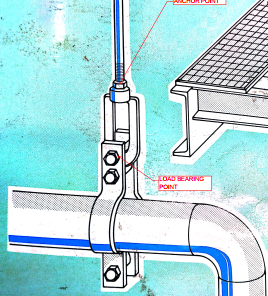
Denna del är en lyftögonmutter, lyftögonmuttrar används ofta vid lyftoperationer. Det finns många sorters ögonmutter, de skiljer sig från trådstorleken. De är kombinerade med bultar för att underlätta kopplingen mellan lyftutrustning och föremålen som ska lyftas. De används i stor utsträckning inom områden som mekanisk tillverkning, konstruktion, skeppsbyggnad och installation av utrustning. Out eye mutter används för att lyfta röret, som nedanstående schematiska diagram visar:
Den är gjord av #45 stål genom varmsmideprocess. 45 stål är ett medelstort kolstål med en kolhalt på cirka 0,42% - 0,50%. Det ger en bra balans mellan styrka och duktilitet. Jämfört med lågkolstål har det högre draghållfasthet. Detta gör den lämplig för applikationer som kräver relativt hög bärförmåga, såsom vid lyftoperationer där ögonmuttern behöver tåla betydande dragkrafter.
Smidesprocessen komprimerar metallen, vilket eliminerar inre hålrum och porositet som kan finnas i gjutna delar. Som ett resultat har den varmsmidda 45-stållyftögonmuttern en högre densitet och bättre övergripande integritet, vilket gör den mer tillförlitlig för säkerhetskritiska applikationer. Den kan bilda komplexa former med god dimensionell noggrannhet. Processen riktar också in metallfibrerna längs mutterns form, som följer riktningen för den applicerade belastningen.
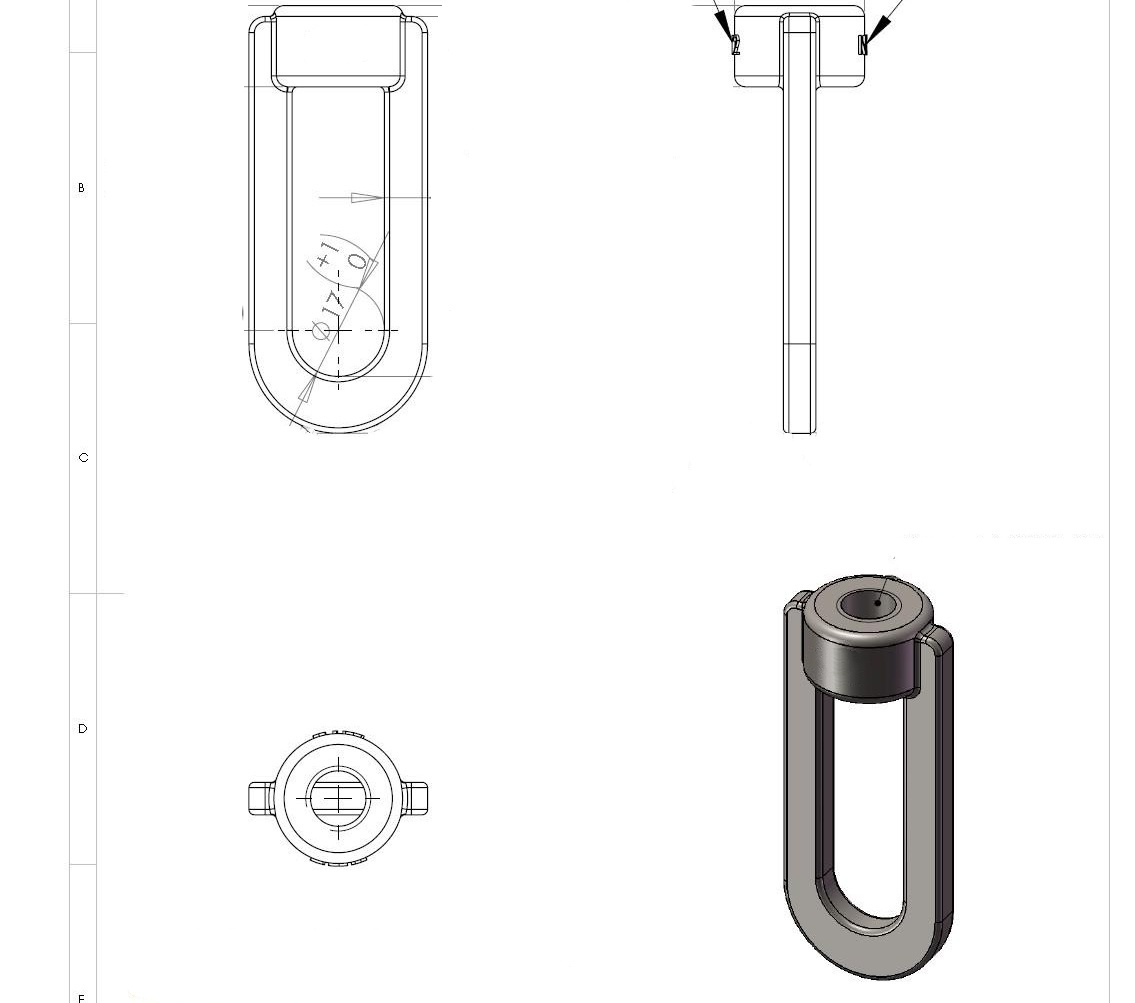
Här är ritningarna av ögonnöten:
Efter att materialet och processen har bekräftats går vi vidare för att bearbeta ögonnötsformen.
Varmsmideformar utsätts för höga temperaturer, betydande mekaniska påfrestningar och slitage under smidesprocessen. H13-stål är ett flitigt använt formmaterial, som kan motstå de upprepade uppvärmnings- och kylcyklerna under varmsmidning, vilket hjälper till att förhindra sprickbildning på grund av termisk stress.

45 stålämnet värms till ett temperaturområde på cirka 1050 - 1200°C, vid vilket stålet blir formbart. Det uppvärmda ämnet placeras sedan i en smidesform.

Hydrauliska smidespressar utövar tryck för att deformera metallen till formen av lyftöglens mutter. Efter smide får muttern svalna långsamt för att undvika inre spänningar. Sedan genomgår den processer med gängskärning för att möta den erforderliga dimensionen.

Slutligen kommer ytan på ögonmuttern att galvaniseras. Detta är en slags varmförzinkning, som skiljer sig från normal galvanisering, den doppas i den smälta zinkvätskan, inte i elektrolytisk zinklösning. Det ser mörkare ut än den nominella metoden och dyrare. Galvanisering bildar en skyddande zinkbeläggning som effektivt förhindrar 45 - stålsubstratet från att rosta, vilket ökar korrosionsbeständigheten och förlänger livslängden, speciellt för komponenter som används i tuffa eller utomhusmiljöer.

Innan vi packar kommer vi noggrant att inspektera ögonmuttrarna, kontrollera punkt för artikel aspekter såsom dimensionsnoggrannhet, gängspecifikationer, om de geometriska dimensionerna för varje del uppfyller design- och standardkraven, samt ytkvalitet – inklusive kontroll av defekter som sprickor, blåshål, grader och om det galvaniserade lagret är enhetligt, fritt från flagning eller rost. Först efter att ha säkerställt produktkvaliteten går vi vidare till förpackningsstadiet.

Vi packar produkterna i kartonger som sedan läggs på pallar och täcks med sträckfilm.







































































