Product Introduction
The custom casting engine head is made from gravity casting, also known as permanent mold casting, is significant to achieving the dimensional accuracy. Whether for racing engines, industrial power units, or automotive applications, our custom aluminum A356-T6 engine head gravity casting possesses the precision, strength, and thermal performance.

Material and process
Material advantages
A356-T6 is the material for the engine heads, it is enable to withstand the cyclic mechanical stress of valve operations and pressure after T6 heat treatment. And aluminum can dissipate heat from combustion chambers, reducing the risk of overheating and ensuring stable engine operation under high loads.
Drawings analysis
Here are the engine head 3D drawings:
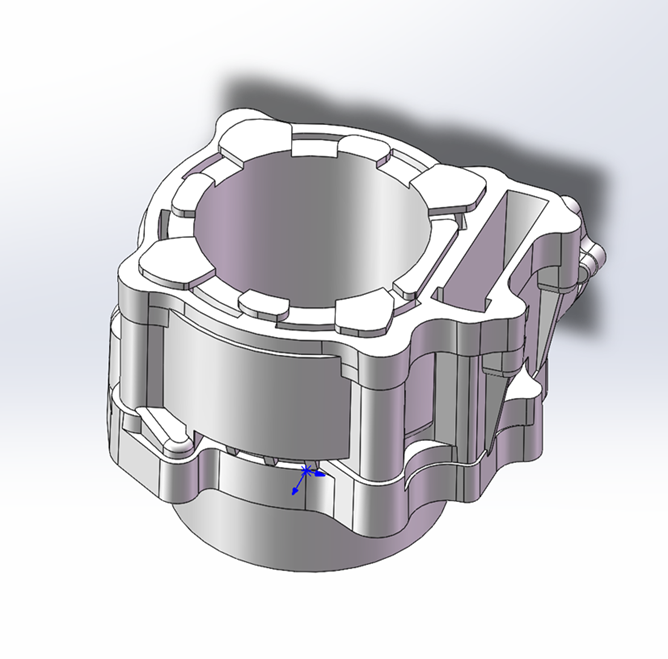
the engine head 3D drawings -1
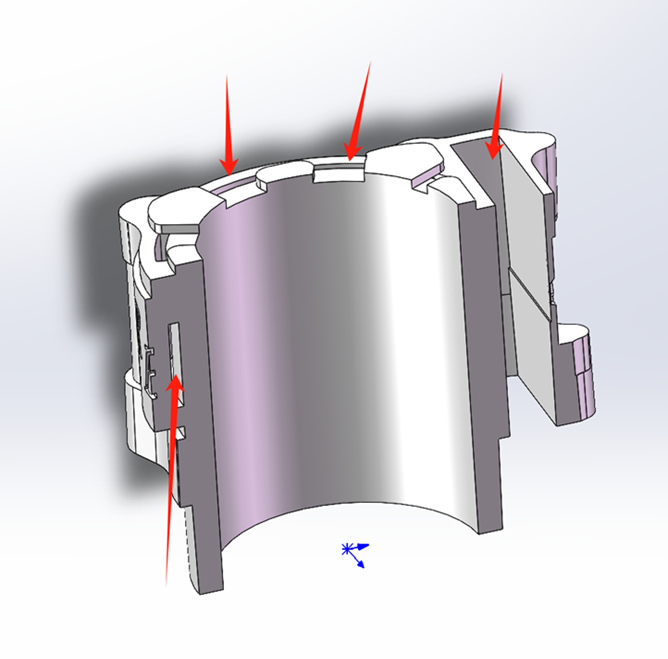
the engine head 3D drawings -2
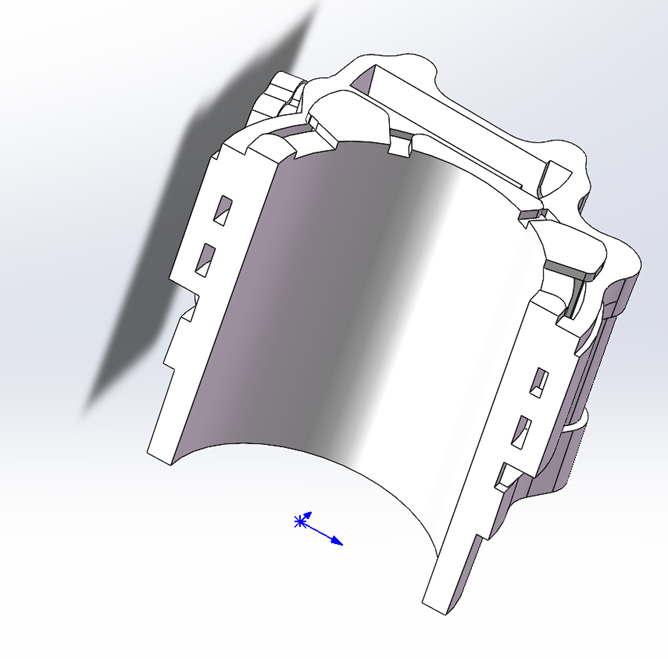
the engine head 3D drawings -3
Once the drawings are finalized, we begin the production for this parts, which weighs 2.4kg, with speciality in its core: the small internal cavities as those pointed by the red arrows.
Manufacturing Process
Just as its name implies, permanent mold casting needs a mold. So the mold is need to make first. Molds are precision machined by high grade tool steel. Below are the molds of the engine head:
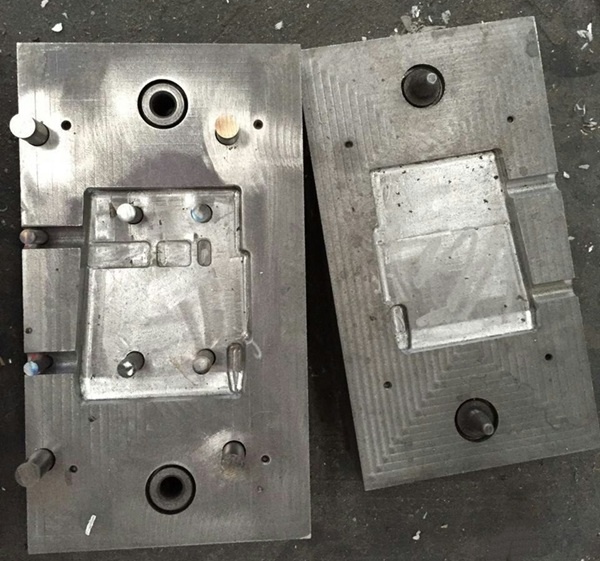
aluminum engine head mold-1

aluminum engine head mold-2
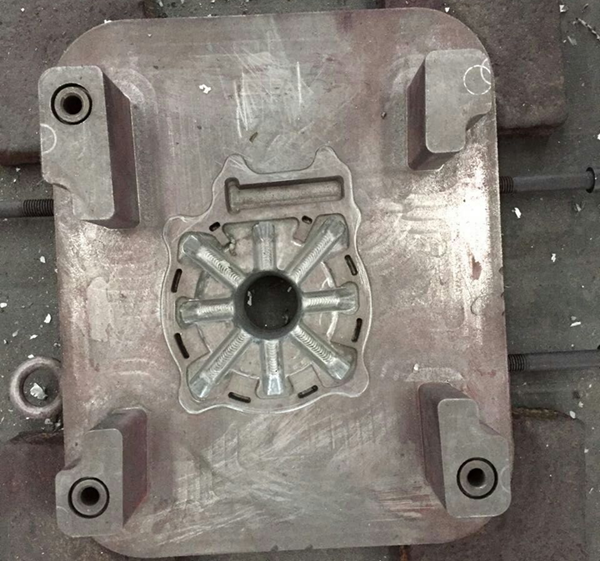
aluminum engine head mold-3
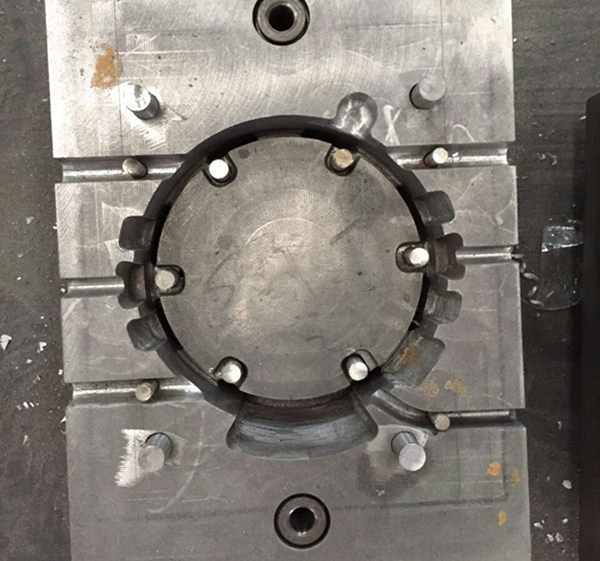
aluminum engine head mold-4
Then install the mold and test, the permanent mold is first cleaned and preheated to a certain temperature. Preheating ensures proper metal flow, prevents cold shuts, and extends mold life. The A356 aluminum material is melted in a furnace. The molten metal is then poured. Gravity guides the metal through runners and gates into the mold's cavities, filling all details. Once filled, the mold and metal are allowed to cool. Cooling rates are controlled to avoid internal stresses or defects: thicker sections may cool more slowly, while thin walls solidify faster. After solidification, the mold is opened, and the casting is removed.Below is the rough casting engine head:

Post-casting steps include trimming excess material, heat treatment T6 to enhance strength, and sandblasted.

Packing
Prior to packaging, we conduct inspections on the dimensional accuracy and surface quality. For qualified products, they are wrapped tightly in bubble to provide cushioning and protection, against scratches or impacts during transit. These wrapped items are carefully placed into sturdy cartons, the cartons are securely loaded onto pallets, to ensure stability during handling and transportation.


 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe አማርኛ
አማርኛ ພາສາລາວ
ພາສາລາວ ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu ဗမာစာ
ဗမာစာ தமிழ்
தமிழ் Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Kiswahili
Kiswahili Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi עברית
עברית Dansk
Dansk Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel latviešu
latviešu Беларуская мова
Беларуская мова Български
Български Català
Català Lietuvių
Lietuvių Lëtzebuergesch
Lëtzebuergesch Македонски
Македонски


























































































