
Български










Персонализираната леярска глава на двигателя е направена от гравитационно леене, известно още като постоянно леене в матрица, което е важно за постигане на точност на размерите. Независимо дали за състезателни двигатели, промишлени силови агрегати или автомобилни приложения, нашата персонализирана гравитационна отливка с алуминиева глава на двигател A356-T6 притежава прецизност, здравина и термични характеристики.

A356-T6 е материалът за главите на двигателя, той може да издържи на цикличното механично напрежение от операциите на клапаните и налягането след термична обработка T6. А алуминият може да разсейва топлината от горивните камери, намалявайки риска от прегряване и осигурявайки стабилна работа на двигателя при високи натоварвания.
Ето триизмерните чертежи на главата на двигателя:
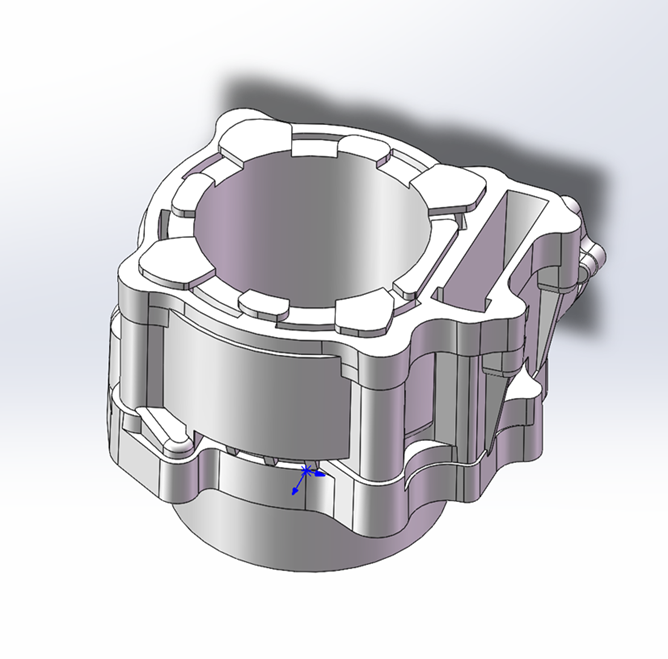
3D чертежи на главата на двигателя -1
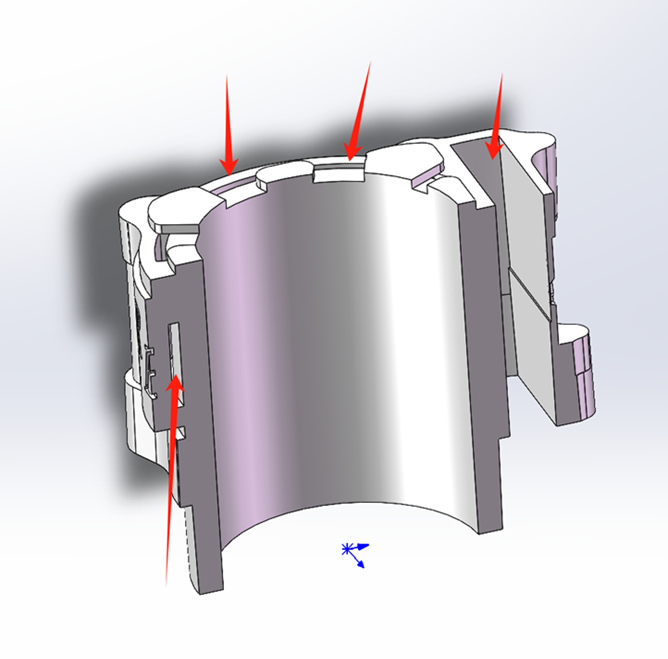
3D чертежи на главата на двигателя -2
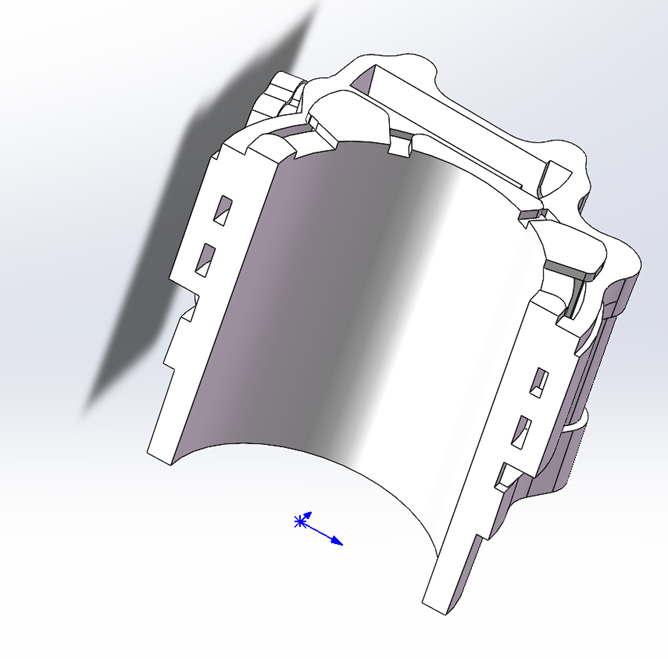
3D чертежи на главата на двигателя -3
След като чертежите са финализирани, ние започваме производството на тези части, които тежат 2,4 кг, със специалност в сърцевината си: малките вътрешни кухини като тези, посочени от червените стрелки.
Точно както подсказва името му, постоянното леене в матрица се нуждае от форма. Така че първо трябва да се направи матрицата. Формите са прецизно обработени от висококачествена инструментална стомана. По-долу са формите на главата на двигателя:
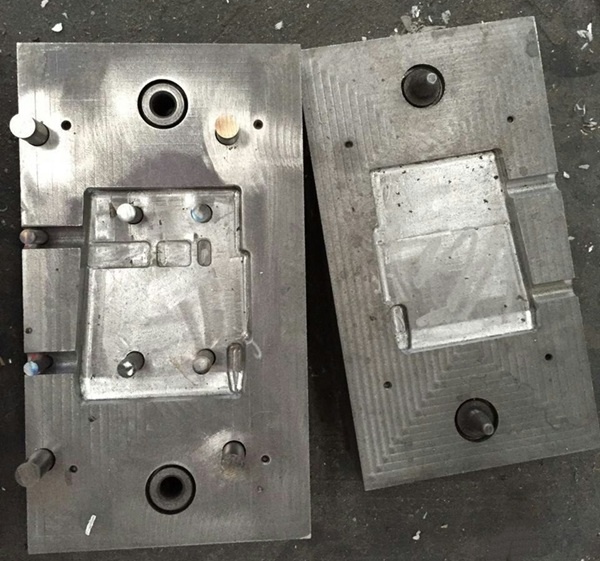
алуминиева форма на главата на двигателя-1

алуминиева форма на главата на двигателя-2
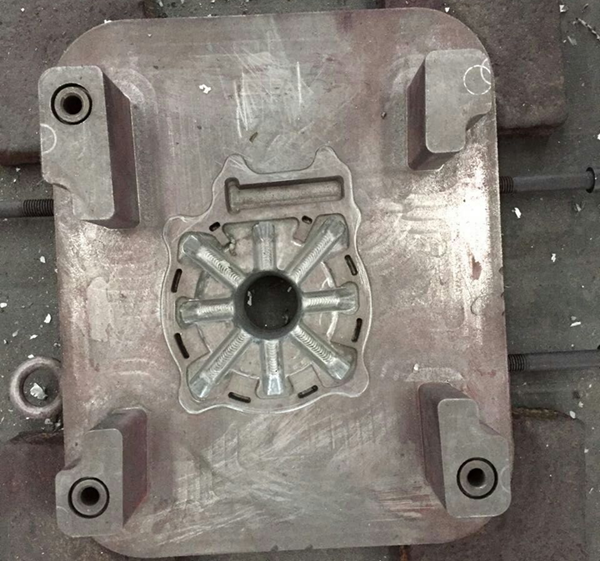
алуминиева форма на главата на двигателя-3
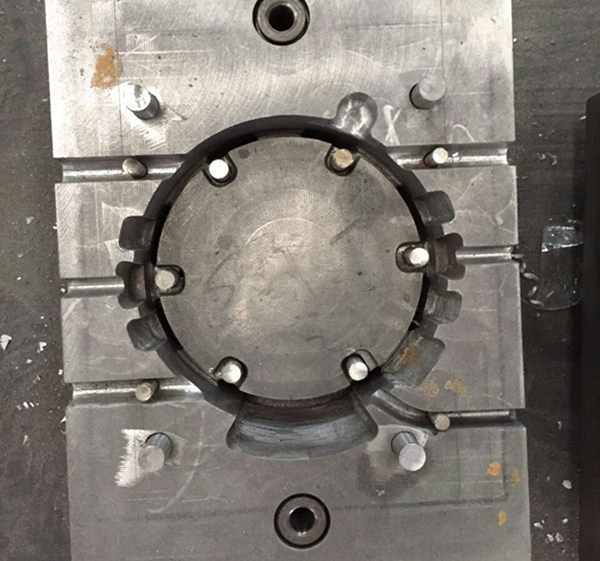
алуминиева форма на главата на двигателя-4
След това инсталирайте формата и тествайте, постоянната форма първо се почиства и предварително се загрява до определена температура. Предварителното загряване осигурява правилен поток на метала, предотвратява студени затваряния и удължава живота на формата. Алуминиевият материал A356 се топи в пещ. След това разтопеният метал се излива. Гравитацията води метала през канали и порти в кухините на формата, запълвайки всички детайли. След като се напълни, формата и металът се оставят да изстинат. Скоростите на охлаждане се контролират, за да се избегнат вътрешни напрежения или дефекти: по-дебелите секции може да се охладят по-бавно, докато тънките стени се втвърдяват по-бързо. След втвърдяване формата се отваря и отливката се отстранява. По-долу е главата на двигателя за грубо отливане:

Стъпките след отливането включват изрязване на излишния материал, термична обработка T6 за повишаване на здравината и пясъкоструене.

Преди опаковането извършваме инспекции за точността на размерите и качеството на повърхността. За квалифицирани продукти те са плътно опаковани в балон, за да осигурят омекотяване и защита срещу надраскване или удари по време на транспортиране. Тези опаковани артикули са внимателно поставени в здрави кашони, кашоните са сигурно натоварени върху палети, за да се осигури стабилност по време на обработка и транспортиране.







































































