
Pусский










Головка двигателя для литья по индивидуальному заказу изготавливается методом гравитационного литья, также известного как литье в постоянную форму, что имеет важное значение для достижения точности размеров. Будь то гоночные двигатели, промышленные силовые агрегаты или автомобильная техника, наша изготовленная по индивидуальному заказу алюминиевая головка двигателя, отлитая гравитационным методом A356-T6, обладает точностью, прочностью и тепловыми характеристиками.

А356-Т6 – материал головок двигателя, он способен выдерживать циклические механические нагрузки при работе клапанов и давление после термообработки Т6. А алюминий способен отводить тепло от камер сгорания, снижая риск перегрева и обеспечивая стабильную работу двигателя при высоких нагрузках.
Вот 3D чертежи головки двигателя:
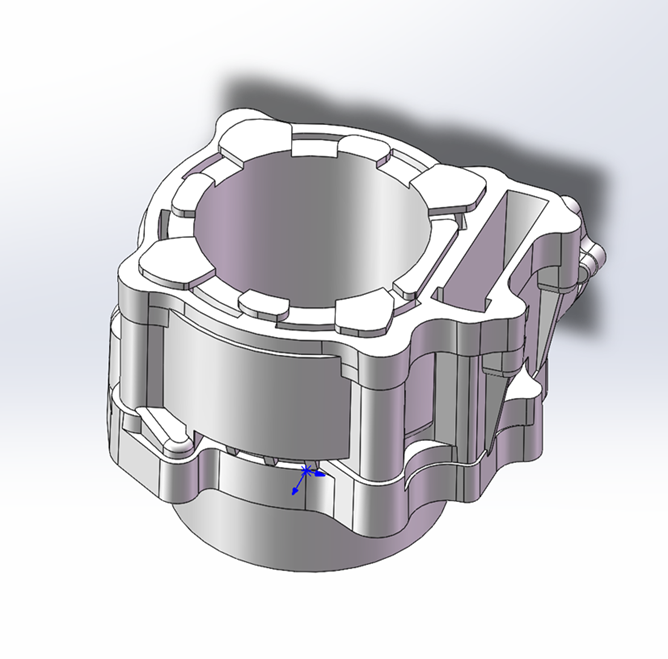
голова двигателя 3D чертежи -1
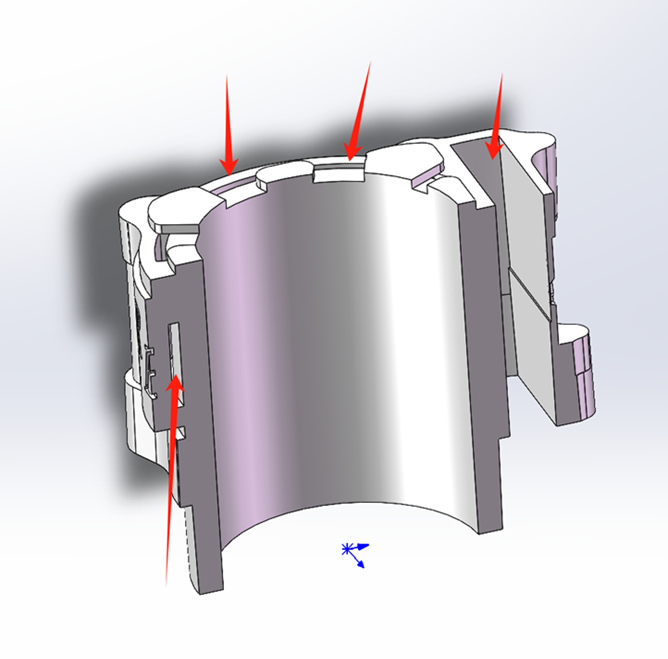
голова двигателя 3D чертежи -2
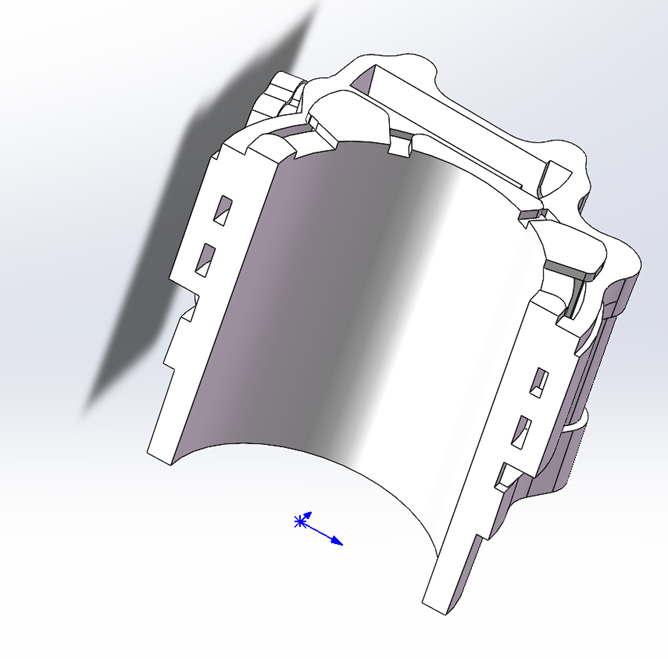
голова двигателя 3D чертежи -3
Как только чертежи будут завершены, мы начнем производство этой детали весом 2,4 кг, основной особенностью которой являются небольшие внутренние полости, указанные красными стрелками.
Как следует из названия, для постоянного литья в форму требуется форма. Поэтому сначала нужно сделать форму. Формы изготавливаются с высокой точностью из высококачественной инструментальной стали. Ниже приведены формы головки двигателя:
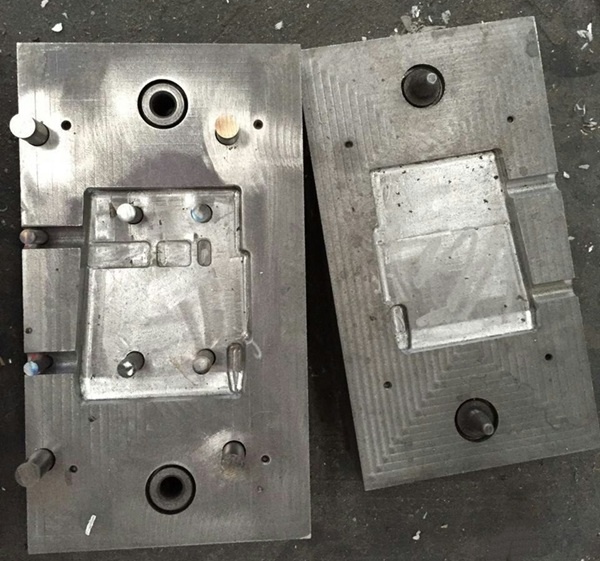
алюминиевая форма головки двигателя-1

алюминиевая форма головки двигателя-2
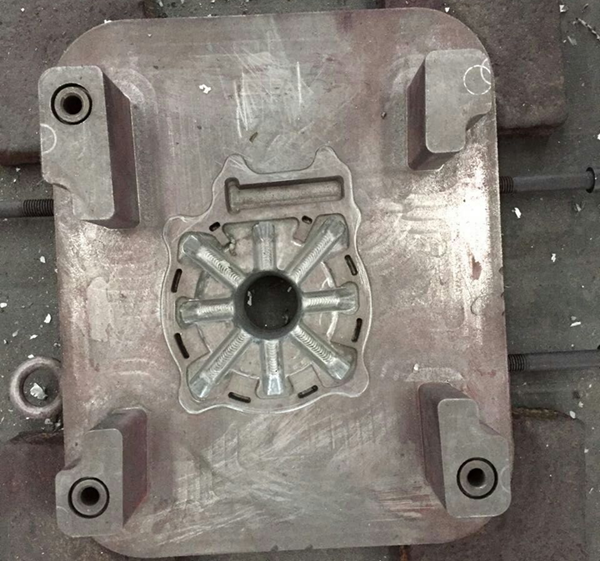
алюминиевая форма головки двигателя-3
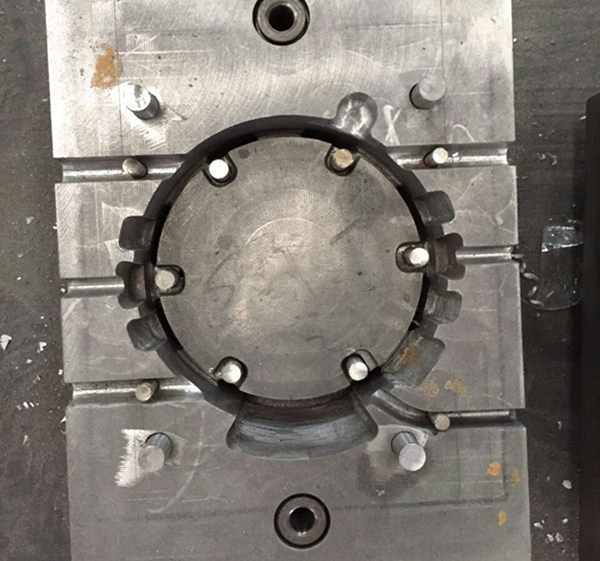
алюминиевая форма головки двигателя-4
Затем установите форму и проверьте, постоянная форма сначала очищается и предварительно нагревается до определенной температуры. Предварительный нагрев обеспечивает правильную текучесть металла, предотвращает холодные закрытия и продлевает срок службы формы. Алюминиевый материал А356 плавится в печи. Затем расплавленный металл разливают. Гравитация направляет металл через направляющие и ворота в полости формы, заполняя все детали. После заполнения форме и металлу дают остыть. Скорость охлаждения контролируется, чтобы избежать внутренних напряжений или дефектов: более толстые секции могут охлаждаться медленнее, а тонкие стенки затвердевают быстрее. После затвердевания форму открывают и отливку удаляют. Ниже представлена головка двигателя грубой отливки:

Этапы после литья включают обрезку лишнего материала, термообработку Т6 для повышения прочности и пескоструйную обработку.

Перед упаковкой мы проводим проверку точности размеров и качества поверхности. Продукты, отвечающие требованиям, плотно завернуты в пузырчатую пленку, обеспечивающую амортизацию и защиту от царапин и ударов во время транспортировки. Эти упакованные товары аккуратно укладываются в прочные картонные коробки, коробки надежно загружаются на поддоны, чтобы обеспечить устойчивость при погрузочно-разгрузочных работах и транспортировке.







































































