
Беларуская










Нестандартная ліццёвая галоўка рухавіка выраблена з гравітацыйнага ліцця, таксама вядомага як пастаяннае ліццё ў форму, што важна для дасягнення дакладнасці памераў. Будзь то для гоначных рухавікоў, прамысловых сілавых установак або аўтамабільных прымянення, наш нестандартны алюміній A356-T6 гравітацыйнага ліцця галоўкі рухавіка валодае дакладнасцю, трываласцю і цеплавымі характарыстыкамі.

A356-T6 з'яўляецца матэрыялам для галовак рухавікоў, ён здольны вытрымліваць цыклічныя механічныя нагрузкі ад працы клапанаў і ціску пасля тэрмічнай апрацоўкі T6. А алюміній можа адводзіць цяпло ад камер згарання, зніжаючы рызыку перагрэву і забяспечваючы стабільную працу рухавіка пры высокіх нагрузках.
Вось 3D-чарцяжы галоўкі рухавіка:
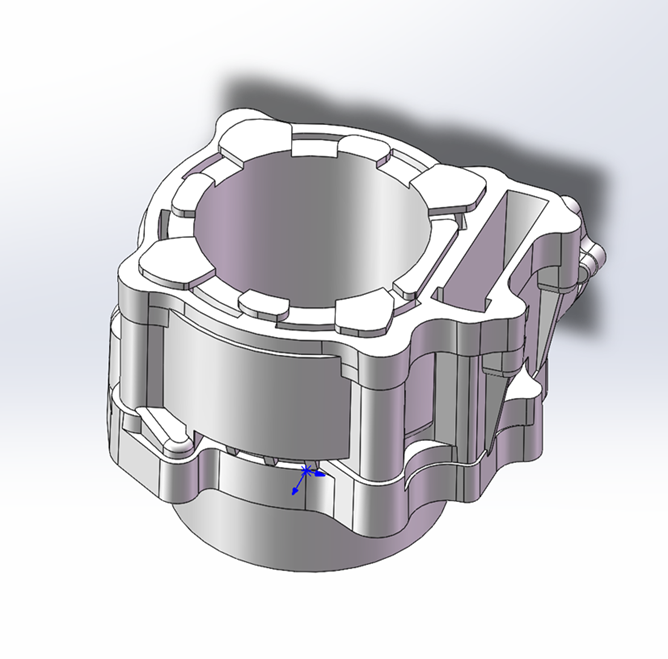
3D чарцяжы галоўкі рухавіка -1
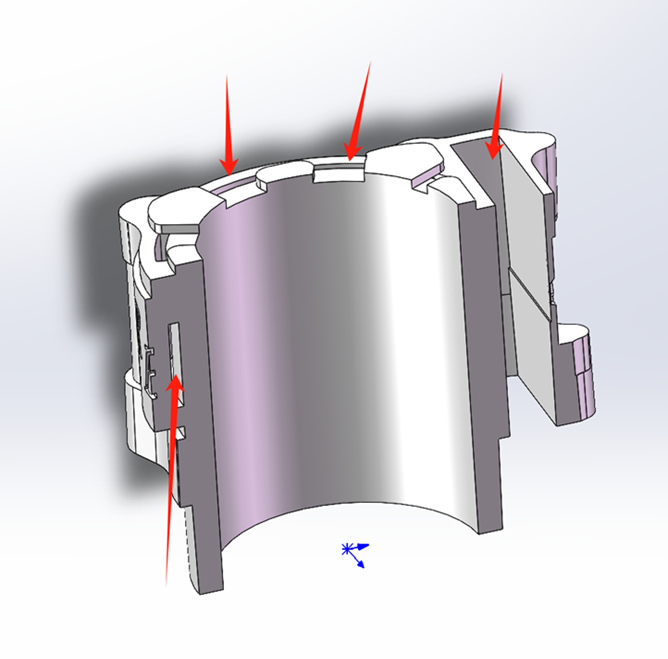
3D чарцяжы галоўкі рухавіка -2
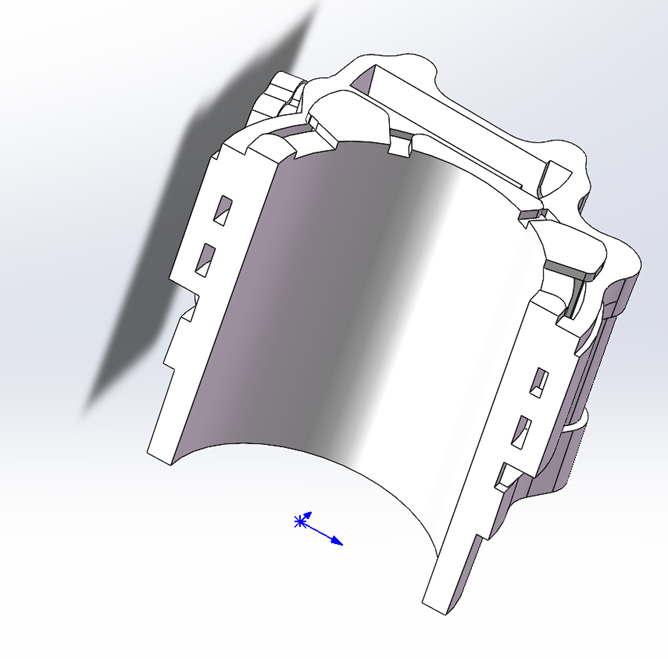
3D чарцяжы галоўкі рухавіка -3
Пасля таго, як чарцяжы завершаны, мы пачынаем вытворчасць гэтай дэталі, якая важыць 2,4 кг, з асаблівасцю ў яе аснове: невялікія ўнутраныя паражніны, як тыя, што паказаны чырвонымі стрэлкамі.
Як вынікае з назвы, для пастаяннага ліцця ў форму патрэбна форма. Такім чынам, спачатку трэба зрабіць форму. Формы дакладна апрацаваны з высакаякаснай інструментальнай сталі. Ніжэй прадстаўлены формы галоўкі рухавіка:
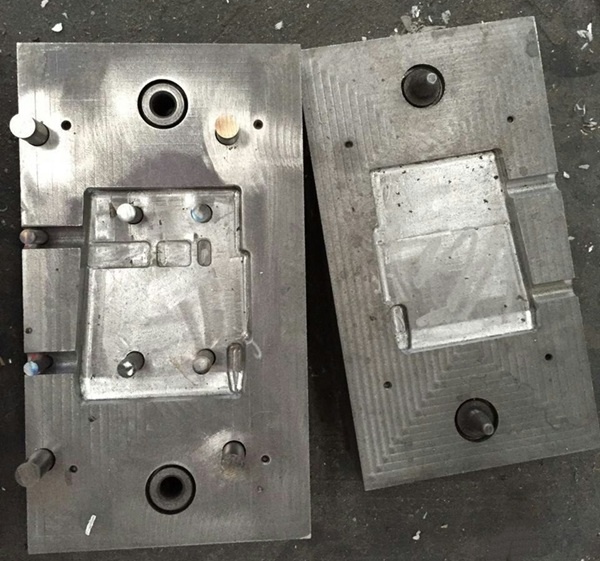
алюмініевая форма галоўкі рухавіка-1

алюмініевая форма галоўкі рухавіка-2
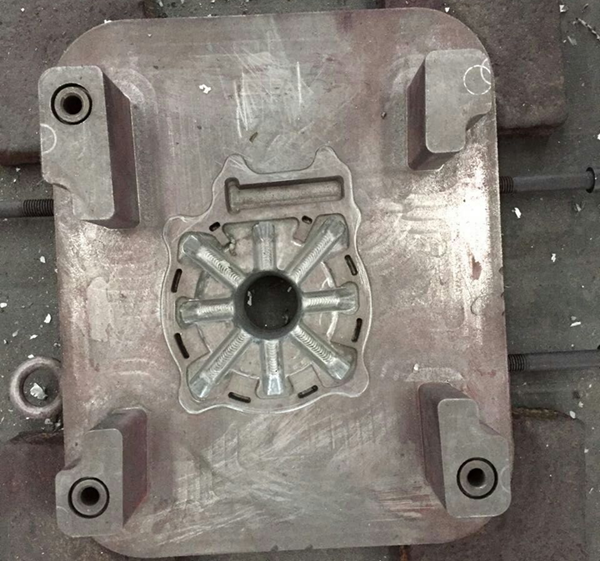
алюмініевая форма галоўкі рухавіка-3
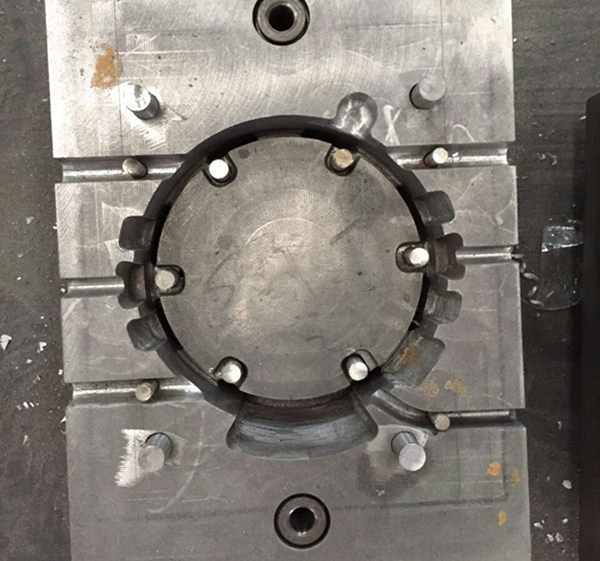
алюмініевая форма галоўкі рухавіка-4
Затым усталюйце форму і праверце, пастаянная форма спачатку чысціцца і папярэдне награваецца да пэўнай тэмпературы. Папярэдні нагрэў забяспечвае належную цякучасць металу, прадухіляе халодныя закрыцці і падаўжае тэрмін службы формы. Алюмініевы матэрыял A356 плавіцца ў печы. Затым выліваецца расплаўлены метал. Гравітацыя накіроўвае метал праз каналы і вароты ў паражніны формы, запаўняючы ўсе дэталі. Пасля запаўнення форму і метал даюць астыць. Хуткасць астуджэння кантралюецца, каб пазбегнуць унутраных напружанняў або дэфектаў: больш тоўстыя секцыі могуць астываць павольней, а тонкія сценкі застываюць хутчэй. Пасля зацвярдзення форму адкрываюць і адліўку выдаляюць. Ніжэй паказана чарнавая адліўка галоўкі рухавіка:

Этапы пасля ліцця ўключаюць абрэзку лішкаў матэрыялу, тэрмічную апрацоўку T6 для павышэння трываласці і пескоструйную апрацоўку.

Перад упакоўкай мы праводзім праверкі на дакладнасць памераў і якасць паверхні. Што тычыцца якасных прадуктаў, яны шчыльна загорнуты ў бурбалку для забеспячэння амартызацыі і абароны ад драпін і ўдараў падчас транспарціроўкі. Гэтыя загорнутыя прадметы акуратна ўкладваюцца ў трывалыя кардонныя скрынкі, кардонныя скрынкі надзейна загружаюцца на паддоны, каб забяспечыць стабільнасць падчас апрацоўкі і транспарціроўкі.







































































