
Italiano










La testata del motore con fusione personalizzata è realizzata mediante fusione per gravità, nota anche come fusione in stampo permanente, è importante per ottenere la precisione dimensionale. Che si tratti di motori da corsa, propulsori industriali o applicazioni automobilistiche, la nostra fusione per gravità della testata del motore in alluminio A356-T6 personalizzata possiede precisione, resistenza e prestazioni termiche.

A356-T6 è il materiale per le testate del motore, è in grado di resistere allo stress meccanico ciclico delle operazioni delle valvole e alla pressione dopo il trattamento termico T6. Inoltre, l'alluminio può dissipare il calore dalle camere di combustione, riducendo il rischio di surriscaldamento e garantendo un funzionamento stabile del motore sotto carichi elevati.
Ecco i disegni 3D della testata del motore:
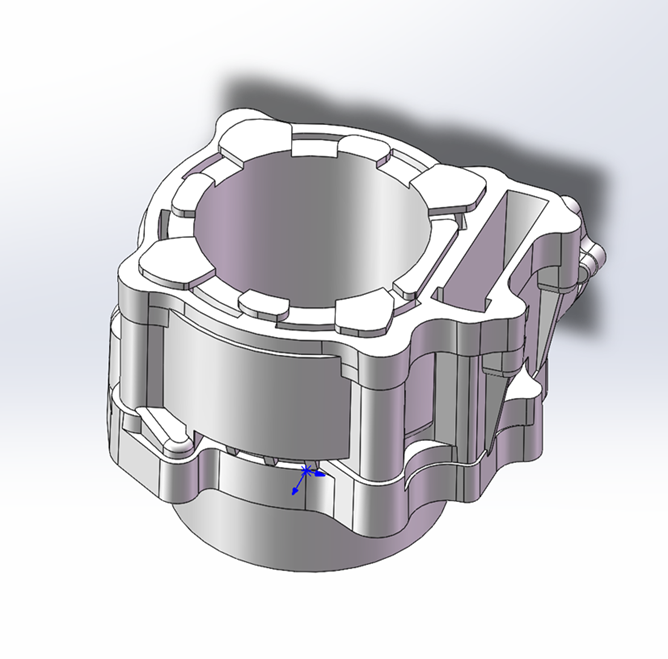
i disegni 3D della testata del motore -1
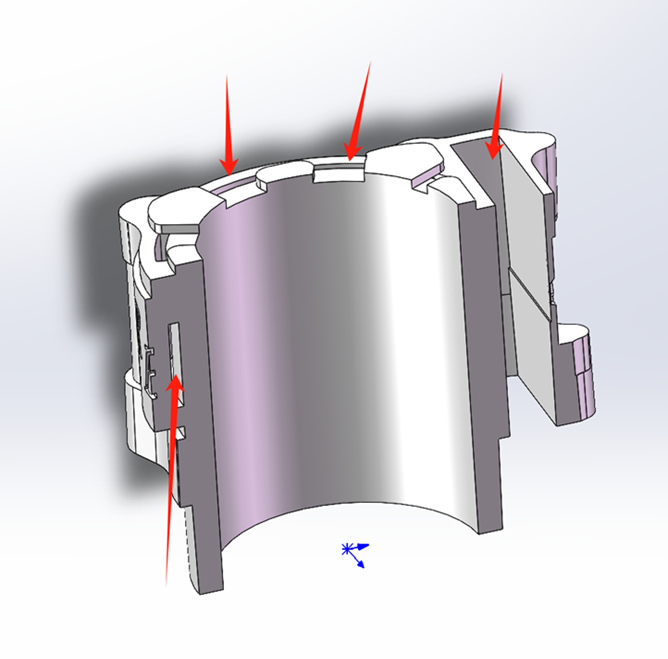
i disegni 3D della testata del motore -2
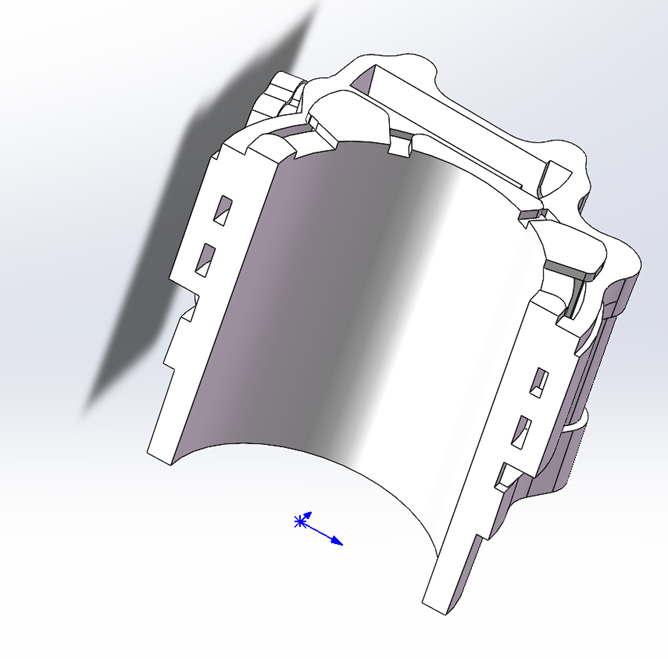
i disegni 3D della testata del motore -3
Una volta finalizzati i disegni, iniziamo la produzione di questa parte, che pesa 2,4 kg, con la particolarità al centro: le piccole cavità interne come quelle indicate dalle frecce rosse.
Proprio come suggerisce il nome, la fusione in staffa permanente necessita di uno stampo. Quindi è necessario prima realizzare lo stampo. Gli stampi sono lavorati con precisione da acciaio per utensili di alta qualità. Di seguito gli stampi della testata motore:
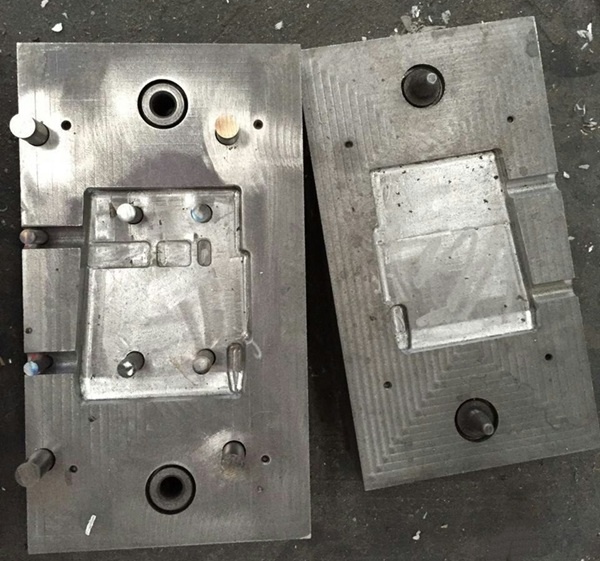
stampo testata motore in alluminio-1

stampo della testata del motore in alluminio-2
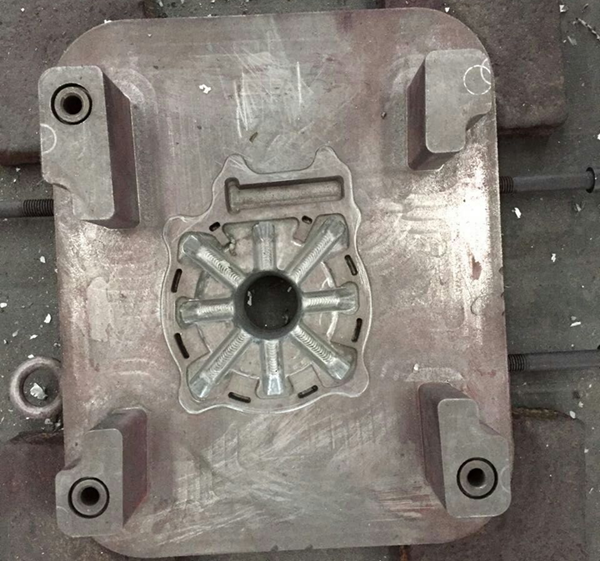
stampo testata motore in alluminio-3
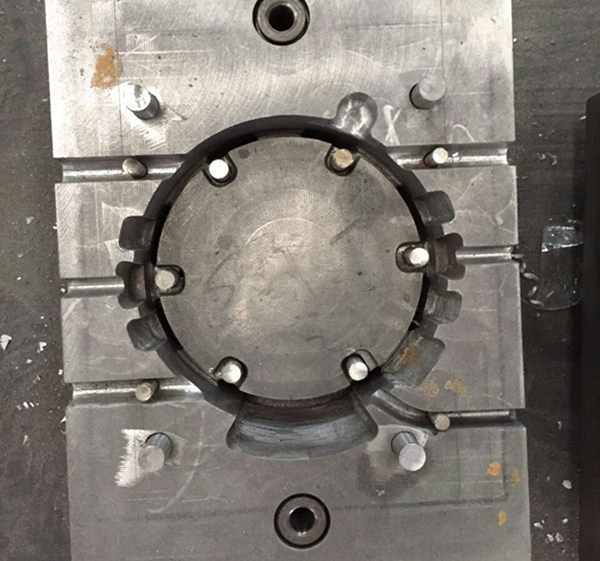
stampo testata motore in alluminio-4
Quindi installare lo stampo e testarlo, lo stampo permanente viene prima pulito e preriscaldato ad una certa temperatura. Il preriscaldamento garantisce il corretto flusso del metallo, previene le chiusure a freddo e prolunga la durata dello stampo. Il materiale di alluminio A356 viene fuso in una fornace. Il metallo fuso viene quindi colato. La gravità guida il metallo attraverso guide e cancelli nelle cavità dello stampo, riempiendo tutti i dettagli. Una volta riempito, lo stampo e il metallo vengono lasciati raffreddare. Le velocità di raffreddamento sono controllate per evitare stress o difetti interni: le sezioni più spesse possono raffreddarsi più lentamente, mentre le pareti sottili si solidificano più velocemente. Dopo la solidificazione, lo stampo viene aperto e la fusione viene rimossa. Di seguito è riportata la testata del motore di fusione grezza:

Le fasi successive alla fusione includono la rifilatura del materiale in eccesso, il trattamento termico T6 per aumentare la resistenza e la sabbiatura.

Prima dell'imballaggio, effettuiamo ispezioni sulla precisione dimensionale e sulla qualità della superficie. I prodotti qualificati sono avvolti strettamente in pluriball per fornire ammortizzazione e protezione da graffi o urti durante il trasporto. Questi articoli imballati vengono accuratamente posizionati in robusti cartoni, i cartoni vengono caricati in modo sicuro su pallet, per garantire stabilità durante la movimentazione e il trasporto.







































































