
Polski










Niestandardowa głowica silnika odlewniczego wykonana jest z odlewu grawitacyjnego, zwanego również trwałym odlewaniem w formie, ma istotne znaczenie dla osiągnięcia dokładności wymiarowej. Niezależnie od tego, czy chodzi o silniki wyścigowe, przemysłowe jednostki napędowe, czy do zastosowań motoryzacyjnych, nasza niestandardowa aluminiowa odlewana grawitacyjna głowica silnika A356-T6 charakteryzuje się precyzją, wytrzymałością i wydajnością cieplną.

A356-T6 jest materiałem na głowice silników, pozwala wytrzymać cykliczne naprężenia mechaniczne związane z działaniem zaworów i ciśnieniem po obróbce cieplnej T6. A aluminium może odprowadzać ciepło z komór spalania, zmniejszając ryzyko przegrzania i zapewniając stabilną pracę silnika przy dużych obciążeniach.
Oto rysunki 3D głowicy silnika:
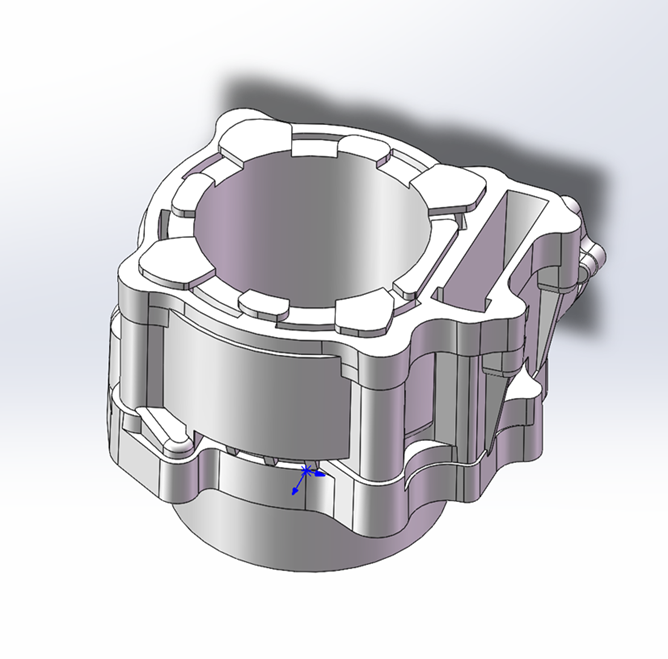
rysunki 3D głowicy silnika -1
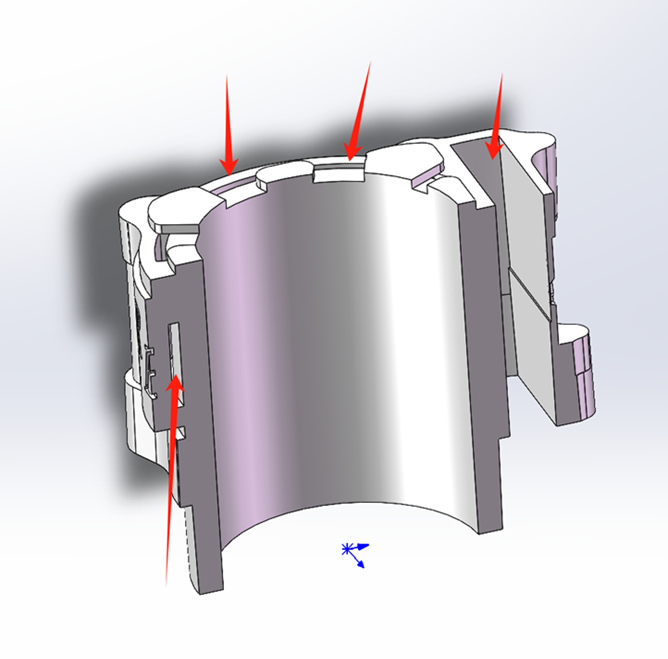
rysunki 3D głowicy silnika -2
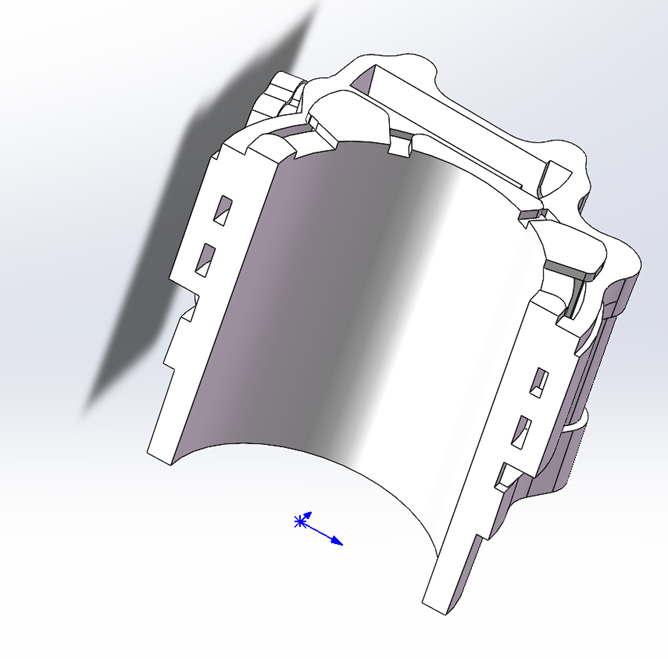
rysunki 3D głowicy silnika -3
Po ukończeniu rysunków rozpoczynamy produkcję tej części, która waży 2,4 kg i której rdzeń jest specjalny: małe wewnętrzne wgłębienia, takie jak te wskazane czerwonymi strzałkami.
Jak sama nazwa wskazuje, trwałe odlewanie formy wymaga formy. Dlatego najpierw należy wykonać formę. Formy są precyzyjnie wykonane z wysokiej jakości stali narzędziowej. Poniżej formy głowicy silnika:
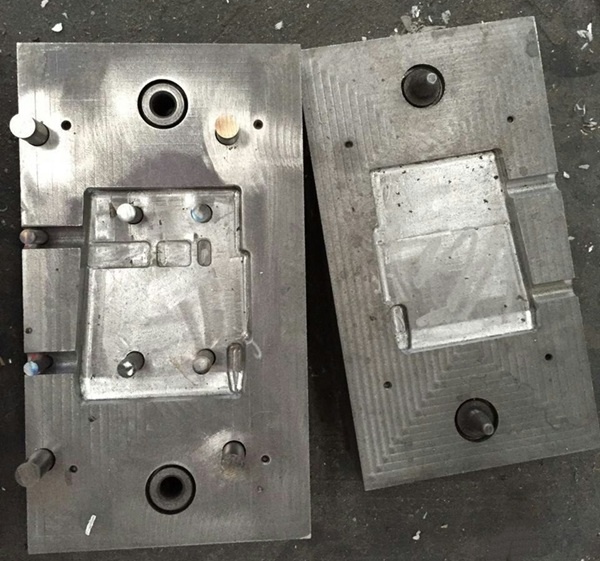
aluminiowa forma głowicy silnika-1

aluminiowa forma głowicy silnika-2
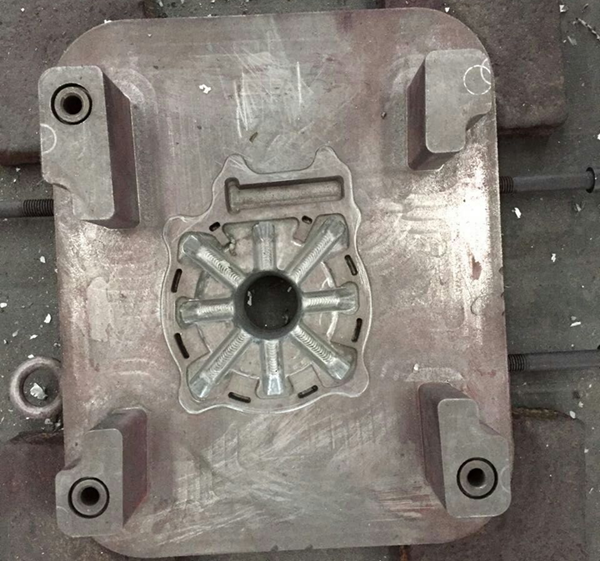
aluminiowa forma głowicy silnika-3
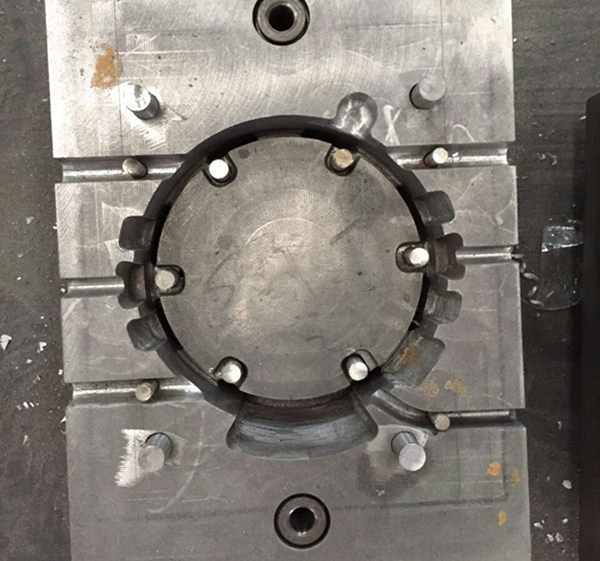
aluminiowa forma głowicy silnika-4
Następnie zainstaluj formę i przetestuj, stała forma jest najpierw czyszczona i podgrzewana do określonej temperatury. Podgrzewanie wstępne zapewnia prawidłowy przepływ metalu, zapobiega zimnym zamknięciom i wydłuża żywotność formy. Materiał aluminiowy A356 topi się w piecu. Następnie wylewa się stopiony metal. Grawitacja prowadzi metal przez prowadnice i bramy do wnęk formy, wypełniając wszystkie szczegóły. Po napełnieniu formę i metal pozostawia się do ostygnięcia. Szybkość chłodzenia jest kontrolowana, aby uniknąć naprężeń wewnętrznych lub defektów: grubsze sekcje mogą schładzać się wolniej, podczas gdy cienkie ściany zestalają się szybciej. Po zestaleniu formę otwiera się i usuwa odlew. Poniżej znajduje się głowica silnika do odlewania zgrubnego:

Etapy po odlewaniu obejmują przycięcie nadmiaru materiału, obróbkę cieplną T6 w celu zwiększenia wytrzymałości i piaskowanie.

Przed pakowaniem przeprowadzamy kontrolę dokładności wymiarowej i jakości powierzchni. W przypadku kwalifikujących się produktów są one szczelnie owinięte w folię bąbelkową, aby zapewnić amortyzację i ochronę przed zadrapaniami i uderzeniami podczas transportu. Te opakowane produkty są starannie umieszczane w solidnych kartonach, a kartony są bezpiecznie ładowane na palety, aby zapewnić stabilność podczas przenoszenia i transportu.







































































