
Українська










Індивідуальна лита головка двигуна виготовлена за допомогою гравітаційного лиття, також відомого як постійне лиття у форму, що є важливим для досягнення точності розмірів. Для гоночних двигунів, промислових силових агрегатів чи автомобільних застосувань, наше індивідуальне гравітаційне лиття головки двигуна A356-T6 має точність, міцність і теплові характеристики.

A356-T6 — це матеріал для головок двигуна, він здатний витримувати циклічні механічні навантаження від роботи клапанів і тиску після термообробки T6. А алюміній може відводити тепло від камер згоряння, знижуючи ризик перегріву і забезпечуючи стабільну роботу двигуна при високих навантаженнях.
Ось 3D-креслення головки двигуна:
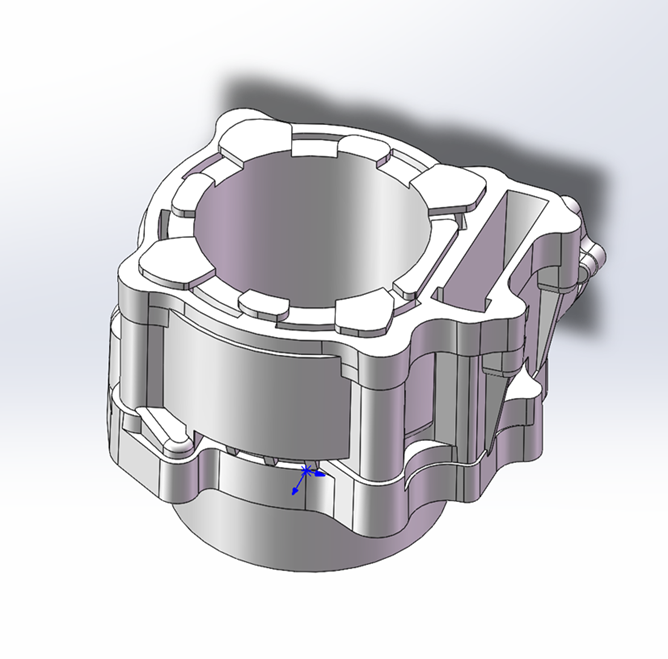
3D креслення головки двигуна -1
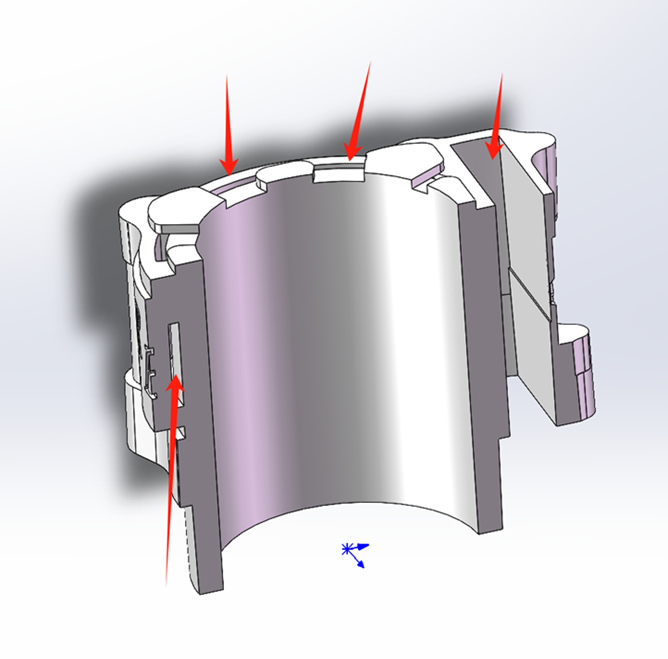
3D креслення головки двигуна -2
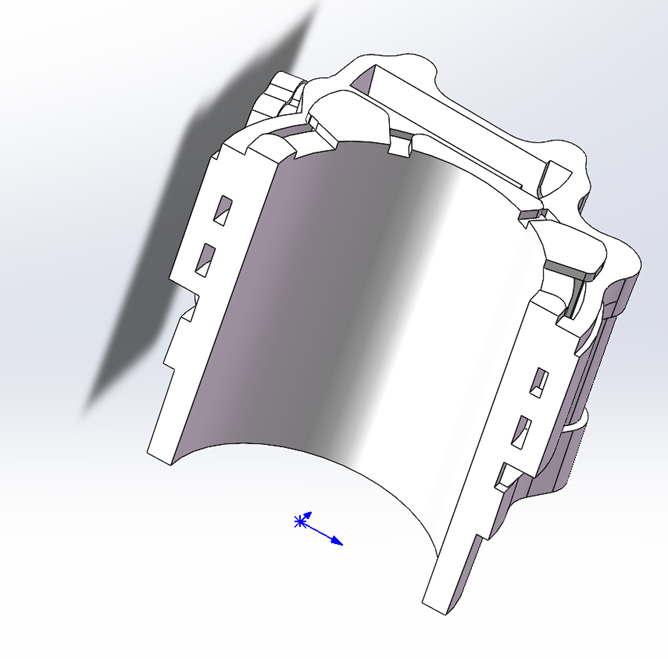
3D креслення головки двигуна -3
Коли креслення завершено, ми розпочинаємо виробництво цієї деталі, яка важить 2,4 кг, з особливою суттю: маленькі внутрішні порожнини, як ті, що вказують червоні стрілки.
Як випливає з назви, для постійного лиття у форму потрібна форма. Отже, спочатку потрібно зробити форму. Прецизійні форми виготовлені з високоякісної інструментальної сталі. Нижче представлені форми головки двигуна:
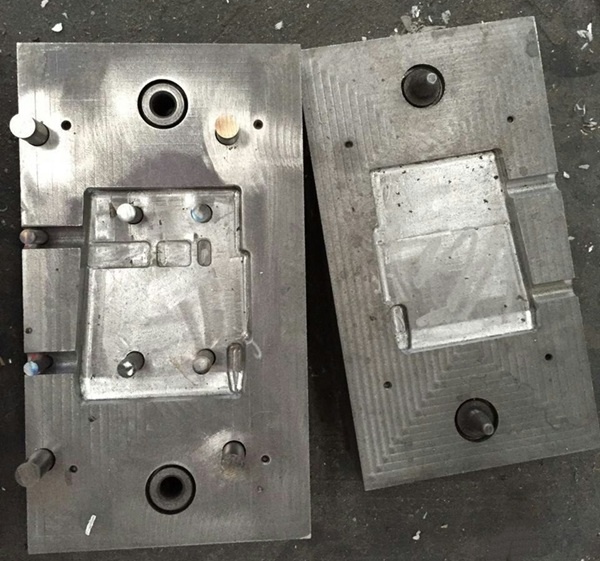
алюмінієва форма головки двигуна-1

алюмінієва форма головки двигуна-2
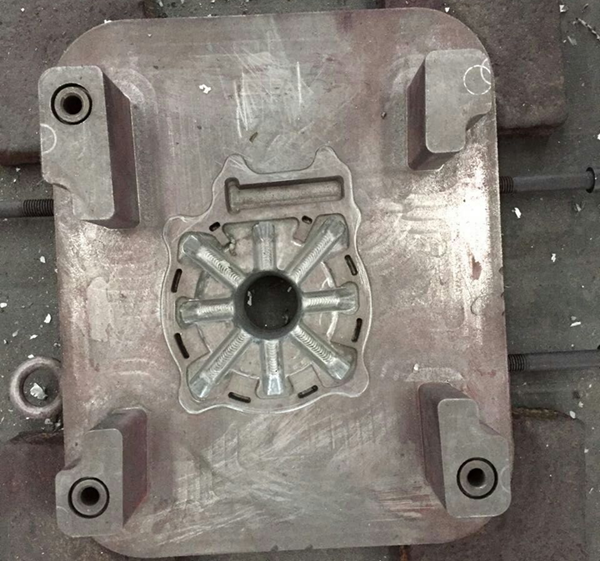
алюмінієва форма головки двигуна-3
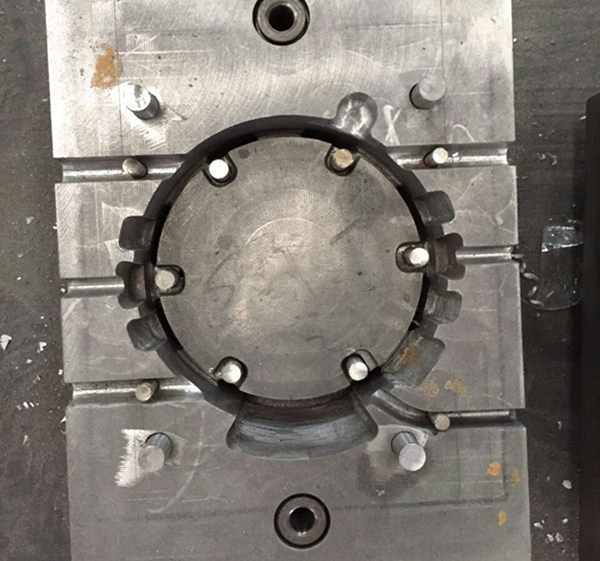
алюмінієва форма головки двигуна-4
Потім встановіть форму та випробуйте, постійну форму спочатку очищають і попередньо нагрівають до певної температури. Попереднє нагрівання забезпечує правильний потік металу, запобігає холодним закриттям і подовжує термін служби форми. Алюмінієвий матеріал A356 плавлять у печі. Потім розплавлений метал виливається. Сила тяжіння спрямовує метал крізь канали та ворота в порожнини форми, заповнюючи всі деталі. Після заповнення формі та металу дають охолонути. Швидкість охолодження контролюється, щоб уникнути внутрішніх навантажень або дефектів: більш товсті секції можуть охолоджуватися повільніше, тоді як тонкі стінки твердіють швидше. Після затвердіння форму відкривають, а лиття видаляють. Нижче показана головка двигуна для грубого лиття:

Етапи після лиття включають обрізання надлишкового матеріалу, термообробку T6 для підвищення міцності та піскоструминну обробку.

Перед пакуванням ми проводимо перевірку на точність розмірів і якість поверхні. Для відповідних продуктів вони щільно загорнуті в бульбашку, щоб забезпечити амортизацію та захист від подряпин або ударів під час транспортування. Ці загорнуті предмети обережно поміщаються в міцні картонні коробки, які надійно завантажуються на піддони, щоб забезпечити стабільність під час обробки та транспортування.







































































