
Filipino










Ang custom na casting engine head ay ginawa mula sa gravity casting, na kilala rin bilang permanent mold casting, ay mahalaga sa pagkamit ng dimensional na katumpakan. Para man sa mga racing engine, industrial power unit, o automotive application, ang aming custom na aluminum A356-T6 engine head gravity casting ay nagtataglay ng precision, strength, at thermal performance.

Ang A356-T6 ay ang materyal para sa mga ulo ng makina, ito ay nagbibigay-daan upang mapaglabanan ang cyclic mechanical stress ng mga operasyon ng balbula at presyon pagkatapos ng T6 heat treatment. At ang aluminyo ay maaaring mag-alis ng init mula sa mga silid ng pagkasunog, na binabawasan ang panganib ng sobrang pag-init at tinitiyak ang matatag na operasyon ng makina sa ilalim ng mataas na karga.
Narito ang mga guhit ng 3D na ulo ng makina:
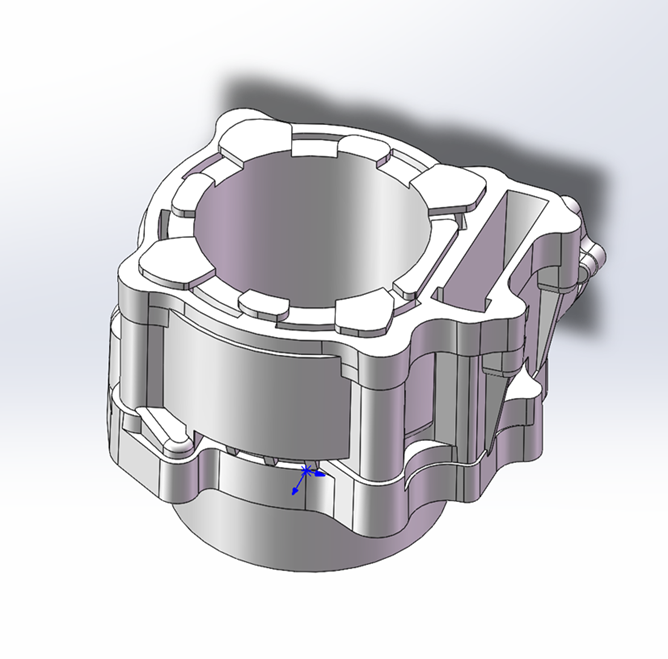
ang engine head 3D drawings -1
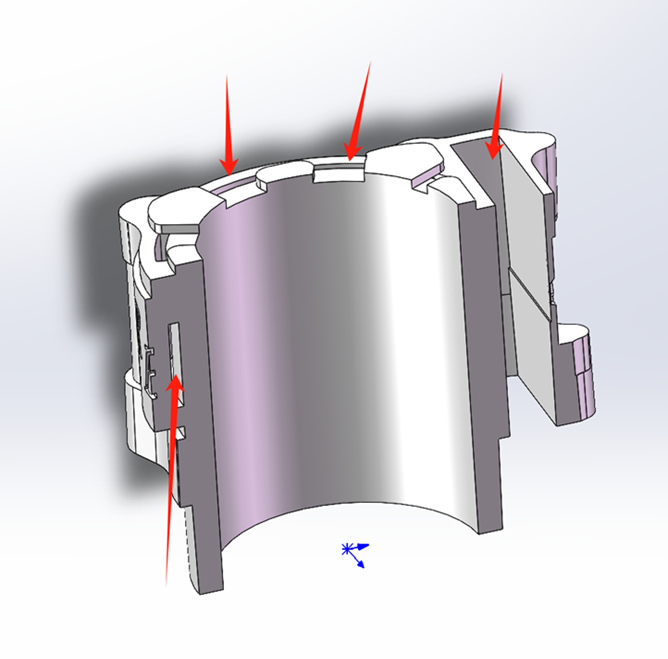
ang engine head 3D drawings -2
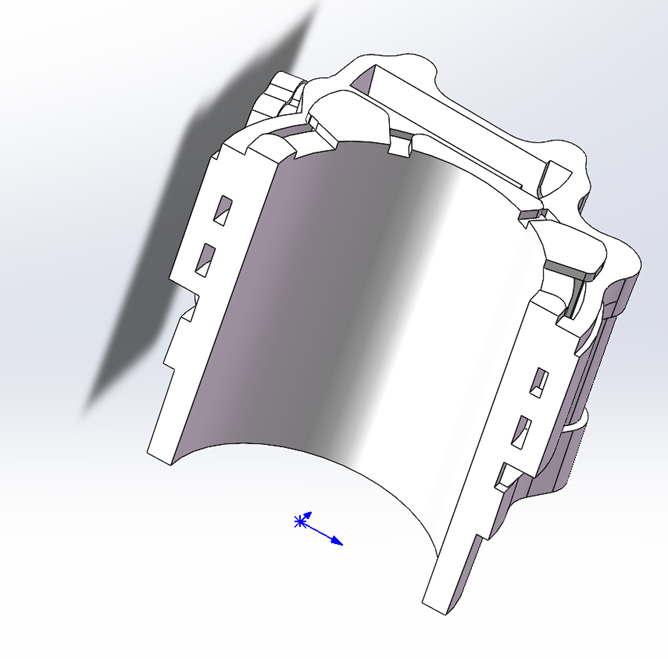
ang engine head 3D drawings -3
Kapag natapos na ang mga guhit, sisimulan namin ang produksyon para sa mga bahaging ito, na tumitimbang ng 2.4kg, na may espesyalidad sa core nito: ang maliliit na panloob na mga lukab tulad ng itinuturo ng mga pulang arrow.
Gaya ng ipinahihiwatig ng pangalan nito, ang permanenteng paghahagis ng amag ay nangangailangan ng amag. Kaya ang amag ay kailangang gawin muna. Ang mga hulma ay ginawang katumpakan sa pamamagitan ng mataas na grado na tool steel. Nasa ibaba ang mga hulma ng ulo ng makina:
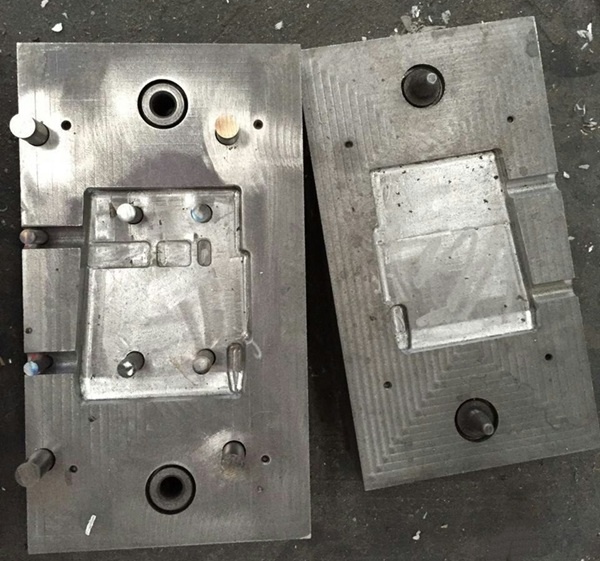
amag sa ulo ng makina ng aluminyo-1

amag sa ulo ng makina ng aluminyo-2
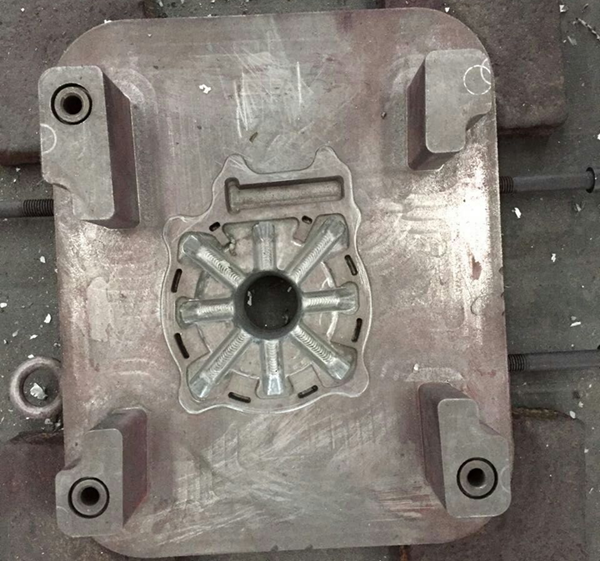
amag sa ulo ng makina ng aluminyo-3
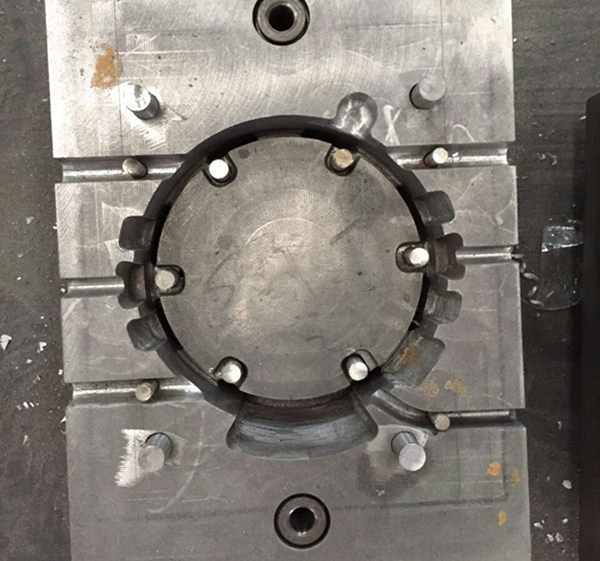
amag sa ulo ng makina ng aluminyo-4
Pagkatapos ay i-install ang amag at subukan, ang permanenteng amag ay unang nalinis at pinainit sa isang tiyak na temperatura. Tinitiyak ng preheating ang wastong daloy ng metal, pinipigilan ang malamig na pagsara, at pinahaba ang buhay ng amag. Ang A356 na materyal na aluminyo ay natunaw sa isang pugon. Pagkatapos ay ibubuhos ang tinunaw na metal. Ginagabayan ng gravity ang metal sa pamamagitan ng mga runner at gate papunta sa mga cavity ng amag, na pinupunan ang lahat ng mga detalye. Kapag napuno, ang amag at metal ay pinahihintulutang lumamig. Ang mga rate ng paglamig ay kinokontrol upang maiwasan ang mga panloob na stress o mga depekto: ang mas makapal na mga seksyon ay maaaring lumamig nang mas mabagal, habang ang manipis na mga pader ay mas mabilis na tumigas. Pagkatapos ng solidification, ang amag ay binuksan, at ang paghahagis ay tinanggal. Sa ibaba ay ang magaspang na casting engine head:

Kasama sa mga hakbang sa post-casting ang pag-trim ng labis na materyal, heat treatment T6 para mapahusay ang lakas, at sandblasted.

Bago ang packaging, nagsasagawa kami ng mga inspeksyon sa katumpakan ng dimensional at kalidad ng ibabaw. Para sa mga kwalipikadong produkto, ang mga ito ay nakabalot nang mahigpit sa bubble upang magbigay ng cushioning at proteksyon, laban sa mga gasgas o epekto sa panahon ng pagbibiyahe. Ang mga nakabalot na bagay na ito ay maingat na inilalagay sa matibay na mga karton, ang mga karton ay ligtas na inilalagay sa mga papag, upang matiyak ang katatagan sa panahon ng paghawak at transportasyon.







































































