
日本語



カスタム鋳造エンジン ヘッドは、永久鋳型鋳造としても知られる重力鋳造で作られており、寸法精度を達成するのに重要です。レーシング エンジン、産業用パワー ユニット、自動車用途のいずれであっても、当社のカスタム アルミニウム A356-T6 エンジン ヘッド重力鋳造は、精度、強度、熱性能を備えています。

A356-T6 はエンジンヘッドの材料であり、T6 熱処理後のバルブ動作や圧力による周期的な機械的応力に耐えることができます。また、アルミニウムは燃焼室からの熱を放散することができるため、過熱のリスクが軽減され、高負荷下でも安定したエンジン動作が保証されます。
エンジン ヘッドの 3D 図面は次のとおりです。
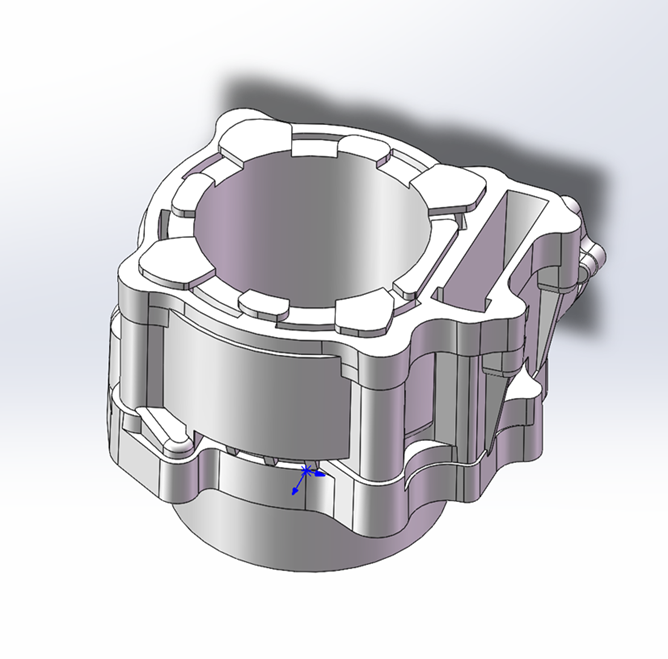
エンジンヘッド 3D 図面 -1
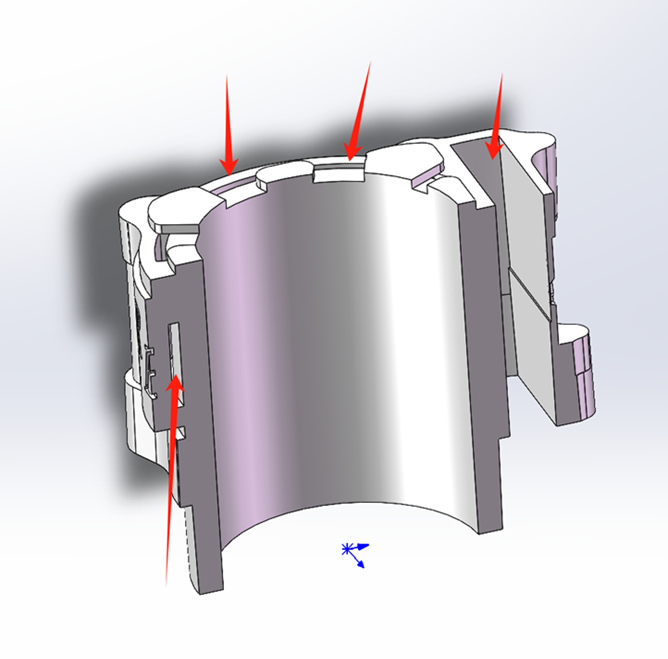
エンジンヘッド3D図面-2
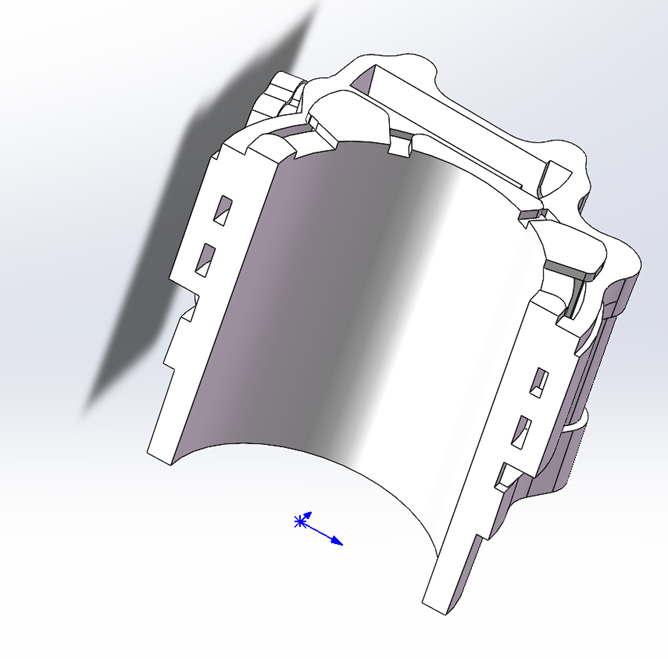
エンジンヘッド 3D 図面 -3
図面が完成したら、重さ 2.4kg のこの部品の生産を開始します。この部品の中心となるのは、赤い矢印で示した小さな内部空洞です。
その名のとおり、本鋳造には金型が必要です。したがって、最初に金型を作成する必要があります。金型は高級工具鋼で精密加工されています。以下はエンジンヘッドの金型です。
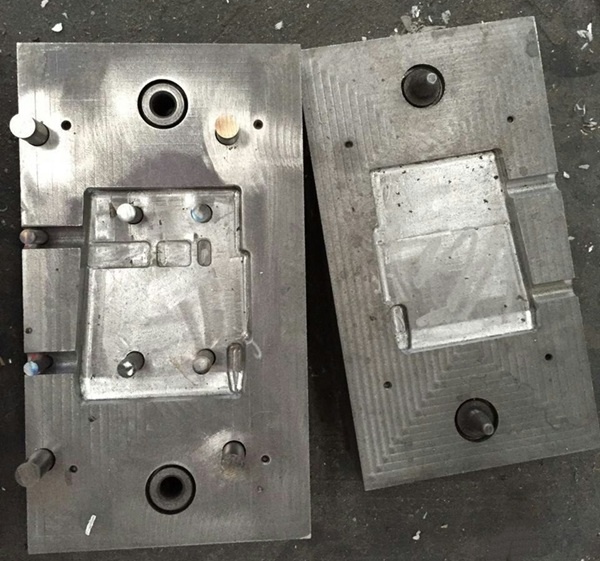
アルミエンジンヘッドモールド-1

アルミエンジンヘッドモールド-2
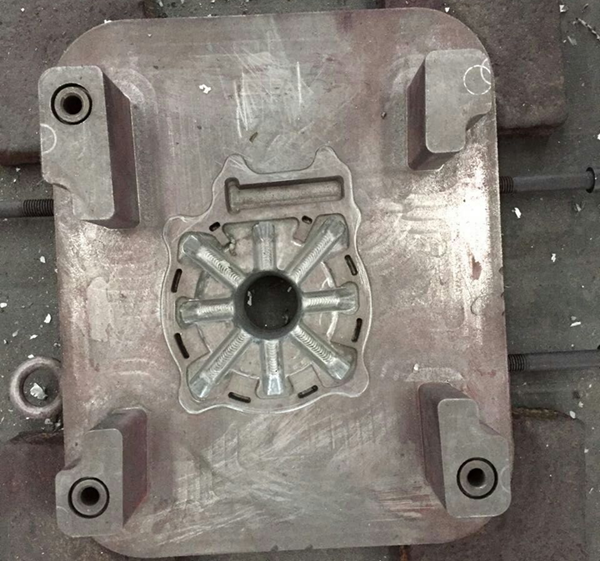
アルミエンジンヘッドモールド-3
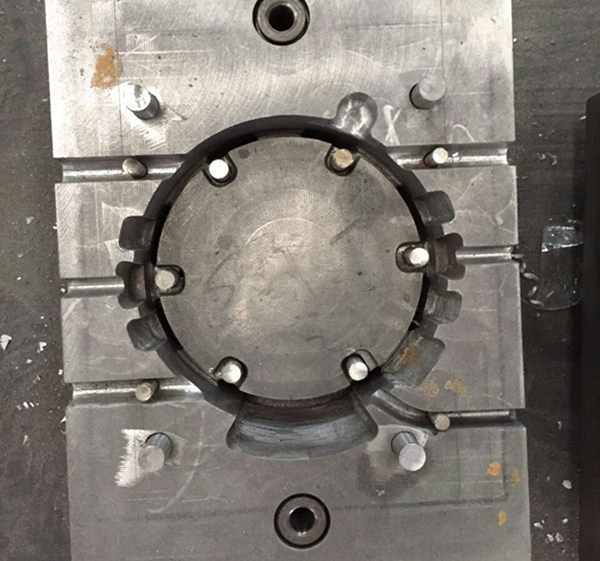
アルミエンジンヘッドモールド-4
次に、金型を取り付けてテストします。永久金型は最初に洗浄され、特定の温度に予熱されます。予熱により、適切な金属の流れが保証され、コールドシャットが防止され、金型の寿命が延びます。 A356アルミニウム素材を炉で溶かします。次に、溶融金属が注入されます。重力によって金属がランナーとゲートを通って金型のキャビティに誘導され、すべての細部が満たされます。充填が完了したら、金型と金属を冷却します。内部応力や欠陥を避けるために冷却速度が制御されます。厚い部分はよりゆっくりと冷却されますが、薄い壁はより早く固化します。凝固後、金型が開かれ、鋳物が取り外されます。以下は、大まかな鋳造エンジン ヘッドです。

鋳造後のステップには、余分な材料のトリミング、強度を高めるための熱処理 T6、サンドブラストが含まれます。

梱包前に寸法精度や表面品質などの検査を行っております。認定された製品については、輸送中の傷や衝撃から緩衝材と保護を提供するために、気泡でしっかりと包まれています。これらの包装された商品は、取り扱いや輸送中の安定性を確保するために、慎重に頑丈なカートンに入れられ、カートンはパレットにしっかりと積み込まれます。














































































