
हिन्दी










कस्टम कास्टिंग इंजन हेड गुरुत्वाकर्षण कास्टिंग से बना है, जिसे स्थायी मोल्ड कास्टिंग के रूप में भी जाना जाता है, जो आयामी सटीकता प्राप्त करने के लिए महत्वपूर्ण है। चाहे रेसिंग इंजन, औद्योगिक बिजली इकाइयों, या ऑटोमोटिव अनुप्रयोगों के लिए, हमारे कस्टम एल्यूमीनियम A356-T6 इंजन हेड ग्रेविटी कास्टिंग में सटीकता, ताकत और थर्मल प्रदर्शन होता है।

A356-T6 इंजन हेड के लिए सामग्री है, यह वाल्व संचालन के चक्रीय यांत्रिक तनाव और T6 ताप उपचार के बाद दबाव का सामना करने में सक्षम है। और एल्यूमीनियम दहन कक्षों से गर्मी को खत्म कर सकता है, ओवरहीटिंग के जोखिम को कम कर सकता है और उच्च भार के तहत स्थिर इंजन संचालन सुनिश्चित कर सकता है।
यहां इंजन हेड के 3डी चित्र दिए गए हैं:
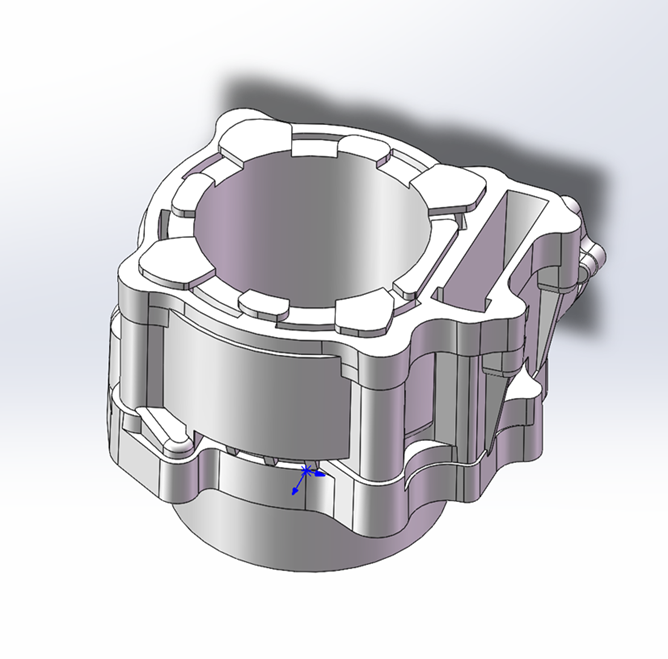
इंजन हेड 3डी चित्र -1
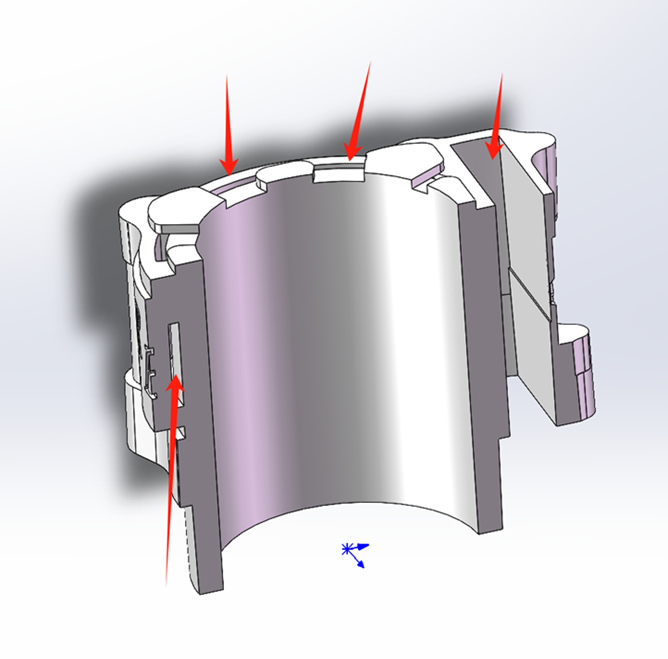
इंजन हेड 3डी चित्र -2
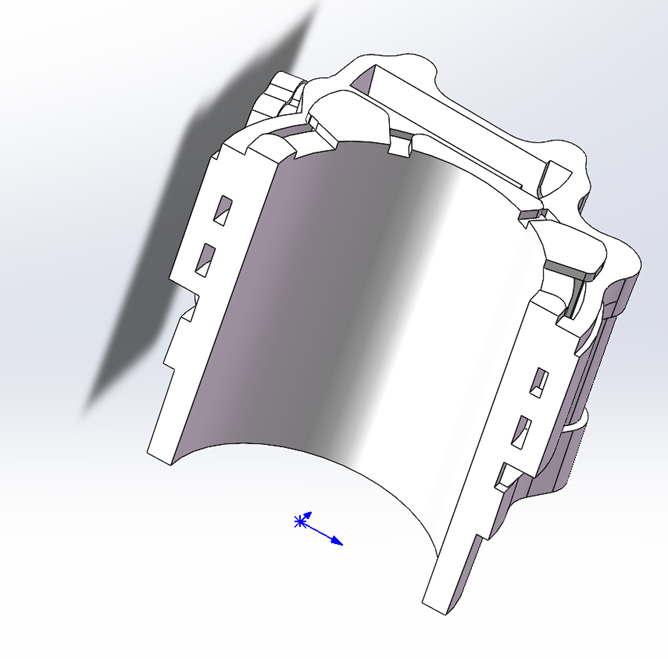
इंजन हेड 3डी चित्र -3
एक बार चित्रों को अंतिम रूप देने के बाद, हम इस हिस्से का उत्पादन शुरू करते हैं, जिसका वजन 2.4 किलोग्राम है, इसके मूल में विशिष्टता है: लाल तीरों द्वारा इंगित की गई छोटी आंतरिक गुहाएं।
जैसा कि इसके नाम से पता चलता है, स्थायी साँचे की ढलाई के लिए एक साँचे की आवश्यकता होती है। इसलिए सबसे पहले सांचे को बनाने की जरूरत है। मोल्ड्स को उच्च ग्रेड टूल स्टील द्वारा सटीक रूप से मशीनीकृत किया जाता है। नीचे इंजन हेड के सांचे हैं:
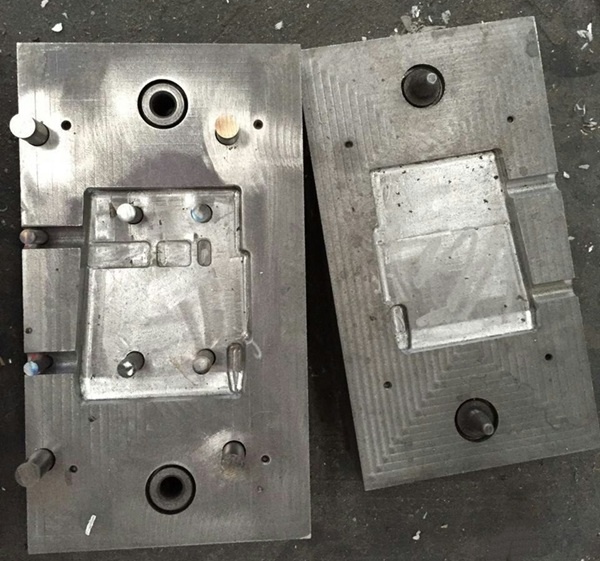
एल्यूमीनियम इंजन हेड मोल्ड-1

एल्यूमीनियम इंजन हेड मोल्ड-2
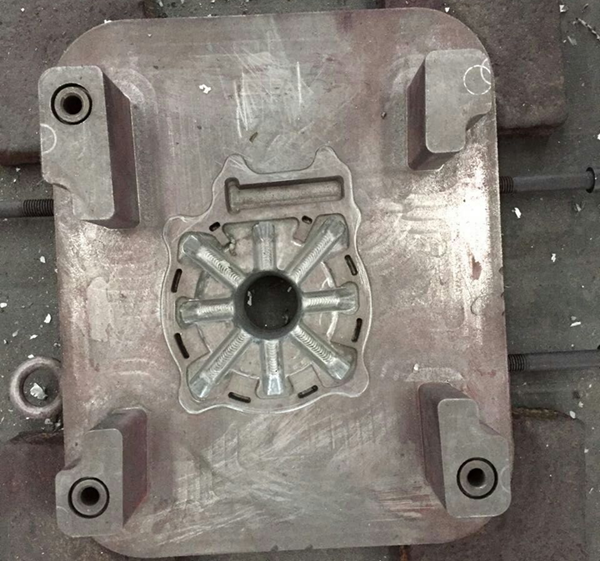
एल्यूमीनियम इंजन हेड मोल्ड-3
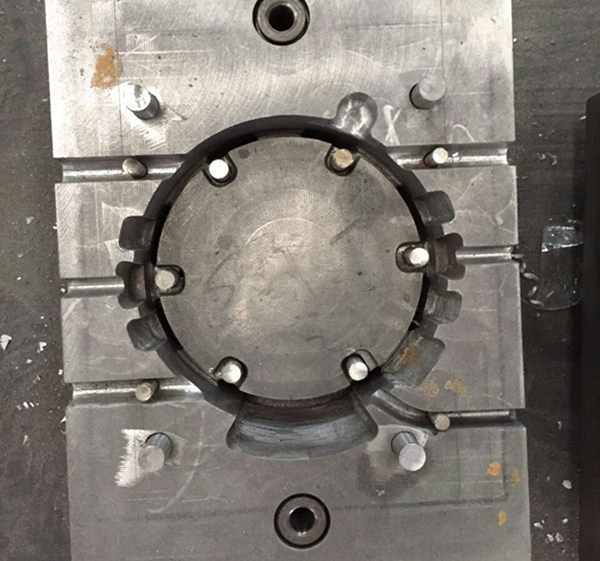
एल्यूमीनियम इंजन हेड मोल्ड-4
फिर मोल्ड स्थापित करें और परीक्षण करें, स्थायी मोल्ड को पहले साफ किया जाता है और एक निश्चित तापमान पर पहले से गरम किया जाता है। प्रीहीटिंग उचित धातु प्रवाह सुनिश्चित करती है, ठंड को बंद होने से रोकती है, और मोल्ड जीवन को बढ़ाती है। A356 एल्यूमीनियम सामग्री को भट्टी में पिघलाया जाता है। फिर पिघली हुई धातु डाली जाती है। गुरुत्वाकर्षण धातु को धावकों और द्वारों के माध्यम से मोल्ड की गुहाओं में निर्देशित करता है, सभी विवरण भरता है। एक बार भरने के बाद, सांचे और धातु को ठंडा होने दिया जाता है। आंतरिक तनाव या दोषों से बचने के लिए शीतलन दर को नियंत्रित किया जाता है: मोटे हिस्से अधिक धीरे-धीरे ठंडे हो सकते हैं, जबकि पतली दीवारें तेजी से जम जाती हैं। जमने के बाद, मोल्ड खोला जाता है, और कास्टिंग हटा दी जाती है। नीचे रफ कास्टिंग इंजन हेड है:

कास्टिंग के बाद के चरणों में अतिरिक्त सामग्री को ट्रिम करना, ताकत बढ़ाने के लिए हीट ट्रीटमेंट टी 6 और सैंडब्लास्टिंग शामिल हैं।

पैकेजिंग से पहले, हम आयामी सटीकता और सतह की गुणवत्ता पर निरीक्षण करते हैं। योग्य उत्पादों के लिए, पारगमन के दौरान खरोंच या प्रभाव के खिलाफ कुशनिंग और सुरक्षा प्रदान करने के लिए उन्हें बुलबुले में कसकर लपेटा जाता है। इन लपेटी गई वस्तुओं को सावधानीपूर्वक मजबूत डिब्बों में रखा जाता है, हैंडलिंग और परिवहन के दौरान स्थिरता सुनिश्चित करने के लिए डिब्बों को पैलेटों पर सुरक्षित रूप से लोड किया जाता है।







































































