
日本語










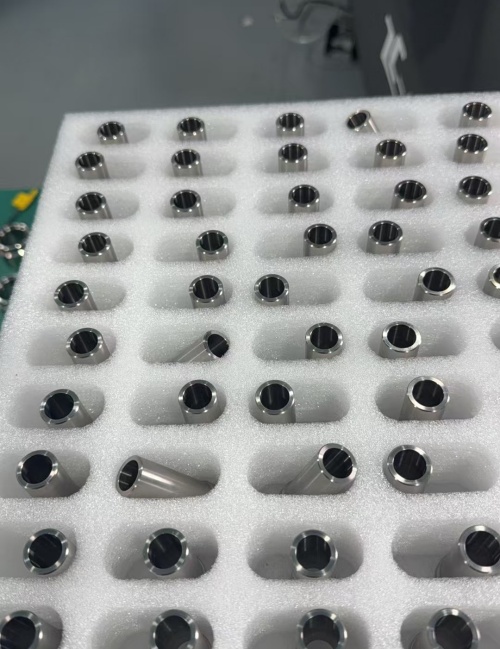
このブッシングのあらゆるスタイルは、特定の用途のニーズに合わせて設計されています。内径、外径、長さ、肉厚などの寸法パラメータから、油溝、ねじ穴、テーパー面などの複雑な形状に至るまで、あらゆる詳細をカスタマイズします。これらのブッシュはチタン合金棒から作られています。 CNC 加工 プロセス。

TA2チタン合金棒はブッシュの原材料です。 TA2チタン合金は、優れた特性を兼ね備えた商用純チタングレードであり、さまざまな産業分野で広く使用されています。
主にチタン (通常 99.5% 以上) と、酸素、窒素、炭素、水素、鉄などの微量の不純物で構成されており、性能の安定性を確保するために厳密に管理されています。
その主な利点の 1 つは、特に海水、塩化物溶液、および多くの有機酸が含まれる環境において、鋼やアルミニウムなどの多くの従来の金属を上回る優れた耐食性です。
マテリアルレポートは次のとおりです。
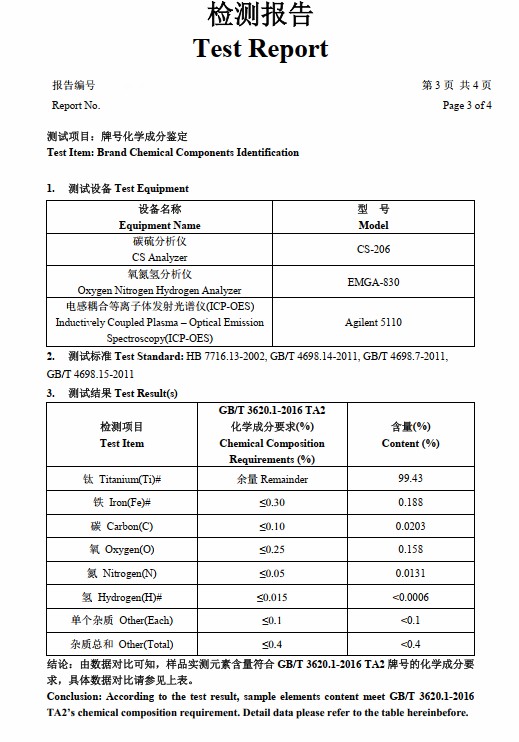
ブッシングはチタン合金ロッドストックから切り出されます。

バーはバンドソーまたは丸鋸を使用して適切な長さに切断され、その後の機械加工のために余分な材料が残ります。次に、バーを旋盤のチャックに取り付け、正確な位置合わせを確保するために両端に中心が開けられます。
超硬切削工具を使用し、外径を最終サイズ近くまで縮小します。チタンの低い熱伝導率によって発生する熱を管理するために、冷却剤が適用されます。
ツイストドリルまたはガンドリルを使用してバーの中心線に沿ってパイロット穴を開け、真直度と精度を確保します。
ボーリングバーを使用して穴を希望の内径まで拡大します。厳しい公差を満たすためには精度が重要です。
面取りツールを使用して外径と内径の鋭利なエッジを取り除き、組み立てを容易にし、損傷を防ぎます。研磨工具や化学プロセスを使用して加工表面のバリを取り除き、滑らかな仕上がりを保証します。

梱包前に、キャリパーを使用して外径、内径、長さを設計仕様と照合します。表面粗さ計を使用して粗さをチェックし、機能要件を満たしていることを確認します。加工カスは超音波洗浄や溶剤などで除去してください。表面を保護するために、個別の配置にEPEフォームの溝付きボックスを使用しています。
これらの手順により、チタン合金棒材は、高性能産業用途ですぐに使用できる精密ブッシュに変わります。





















































