
Polski










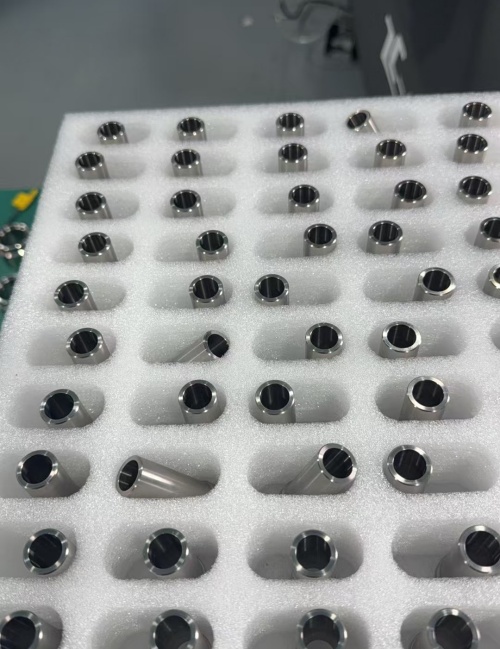
Każdy styl tej tulei został zaprojektowany tak, aby odpowiadał konkretnym potrzebom zastosowania. Od parametrów wymiarowych, takich jak średnica wewnętrzna, średnica zewnętrzna, długość i grubość ścianki, po skomplikowane elementy, takie jak rowki olejowe, otwory gwintowane lub powierzchnie stożkowe, każdy szczegół jest dostosowywany. Tuleje te są wykonane z pręta ze stopu tytanu Proces obróbki CNC .

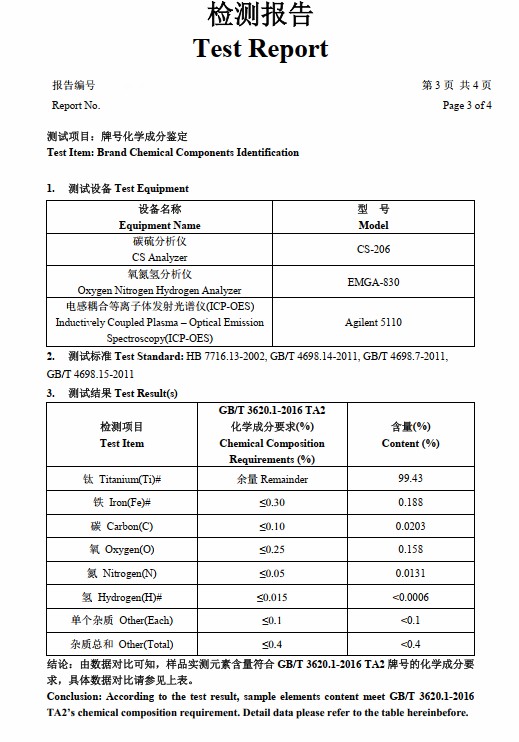
Surowcem tulei jest pręt ze stopu tytanu TA2. Stop tytanu TA2 to komercyjnie czysty gatunek tytanu, znany ze swojej doskonałej kombinacji właściwości, dzięki czemu jest szeroko stosowany w różnych dziedzinach przemysłu.
Składa się głównie z tytanu (zwykle ponad 99,5%) ze śladowymi ilościami zanieczyszczeń, takich jak tlen, azot, węgiel, wodór i żelazo, które są ściśle kontrolowane w celu zapewnienia stabilności działania.
Jedną z jego kluczowych zalet jest wyjątkowa odporność na korozję, szczególnie w środowiskach zawierających wodę morską, roztwory chlorków i wiele kwasów organicznych, gdzie przewyższa wiele tradycyjnych metali, takich jak stal czy aluminium
Oto raport merytoryczny:
Tuleje są wycinane z pręta ze stopu tytanu.

Pręt docina się na odpowiednią długość za pomocą piły taśmowej lub tarczowej, pozostawiając dodatkowy materiał do późniejszej obróbki. Następnie pręt mocuje się w uchwycie tokarskim, a na obu końcach nawierca się środki w celu zapewnienia dokładnego ustawienia.
Średnicę zewnętrzną zmniejsza się do rozmiaru bliskiego ostatecznemu za pomocą narzędzi skrawających z węglików spiekanych. Chłodziwo stosuje się w celu zarządzania ciepłem wytwarzanym przez niską przewodność cieplną tytanu.
Wzdłuż linii środkowej pręta wierci się otwór prowadzący za pomocą wiertła krętego lub wiertła lufowego, co zapewnia prostoliniowość i dokładność.
Otwór powiększa się do żądanej średnicy wewnętrznej za pomocą wytaczaka. Precyzja ma kluczowe znaczenie dla zachowania wąskich tolerancji.
Usuń ostre krawędzie z średnicy zewnętrznej i wewnętrznej za pomocą narzędzia do fazowania, aby ułatwić montaż i zapobiec uszkodzeniom. Usuń zadziory z obrobionych powierzchni za pomocą narzędzi ściernych lub procesów chemicznych, aby zapewnić gładkie wykończenie.

Przed pakowaniem zacisk służy do sprawdzenia średnicy zewnętrznej, średnicy wewnętrznej i długości względem specyfikacji projektowych. Sprawdź chropowatość za pomocą profilometru, aby upewnić się, że spełnia wymagania funkcjonalne. Usunąć pozostałości po obróbce za pomocą czyszczenia ultradźwiękowego lub rozpuszczalników. Do indywidualnego rozmieszczenia stosujemy skrzynki ryflowane z pianki EPE w celu zabezpieczenia powierzchni.
W wyniku tych etapów półfabrykat ze stopu tytanu przekształca się w precyzyjną tuleję gotową do użycia w wysokowydajnych zastosowaniach przemysłowych.





















































