
Suomalainen










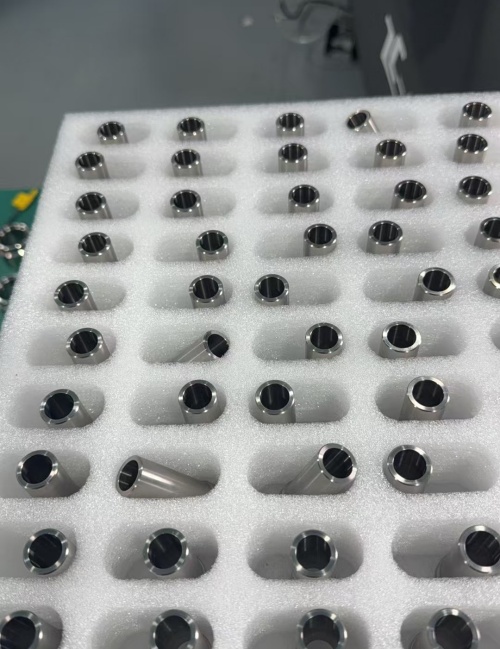
Tämän holkin jokainen tyyli on suunniteltu sopimaan erityisiin käyttötarpeisiin. Mittaparametreista, kuten sisähalkaisija, ulkohalkaisija, pituus ja seinämän paksuus, monimutkaisiin ominaisuuksiin, kuten öljyuriin, kierrereikiin tai kartiomaisiin pintoihin, jokainen yksityiskohta on räätälöity. Nämä holkit on valmistettu titaaniseoksesta tangosta by CNC- työstöprosessi.

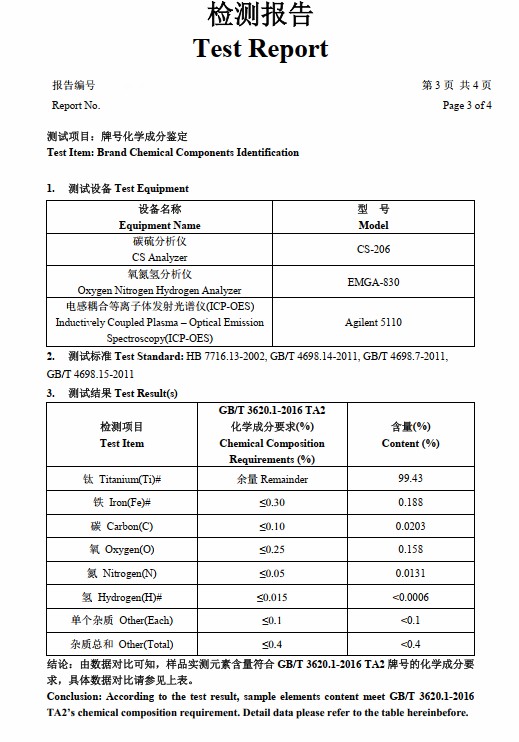
TA2-titaaniseoksesta valmistettu tanko on holkin raaka-aine. TA2-titaaniseos on kaupallisesti puhdas titaaniseos, joka tunnetaan erinomaisesta ominaisuuksien yhdistelmästään, minkä ansiosta sitä käytetään laajasti useilla teollisuuden aloilla.
Se koostuu pääasiassa titaanista (tyypillisesti yli 99,5 %) ja pieniä määriä epäpuhtauksia, kuten happea, typpeä, hiiltä, vetyä ja rautaa, joita valvotaan tiukasti sen suorituskyvyn vakauden varmistamiseksi.
Yksi sen tärkeimmistä eduista on sen erinomainen korroosionkestävyys, erityisesti ympäristöissä, joissa on merivettä, kloridiliuoksia ja monia orgaanisia happoja, joissa se ylittää monet perinteiset metallit, kuten teräs tai alumiini.
Tässä materiaaliraportti:
Holkit on leikattu titaaniseoksesta sauvasta.

Tanko leikataan sopivan pituiseksi vannesahalla tai pyörösahalla, jolloin jää ylimääräistä materiaalia myöhempää työstöä varten. Sitten tanko asennetaan sorvin istukkaan ja keskipisteet porataan molempiin päihin tarkan kohdistuksen varmistamiseksi.
Ulkohalkaisija pienennetään lähelle lopullista kokoa käyttämällä kovametallileikkaustyökaluja. Jäähdytysnestettä käytetään hallitsemaan titaanin alhaisen lämmönjohtavuuden aiheuttamaa lämpöä.
Ohjausreikä porataan tangon keskiviivaa pitkin kierreporalla tai pistooliporalla, mikä varmistaa suoruuden ja tarkkuuden.
Reikä suurennetaan haluttuun sisähalkaisijaan poratangon avulla. Tarkkuus on ratkaisevan tärkeää tiukkojen toleranssien täyttämiseksi.
Poista terävät reunat ulko- ja sisäpinnasta viistetyökalulla kokoamisen helpottamiseksi ja vaurioiden estämiseksi. Poista purseet koneistetuilta pinnoilta hankaavilla työkaluilla tai kemiallisilla prosesseilla tasaisen lopputuloksen varmistamiseksi.

Ennen pakkaamista jarrusatulaa käytetään OD:n, ID:n ja pituuden tarkistamiseen suunnitteluspesifikaatioiden mukaisesti. Tarkista karheus profilometrillä varmistaaksesi, että se täyttää toiminnalliset vaatimukset. Poista koneistusjäännökset ultraäänipuhdistuksella tai liuottimilla. Käytämme EPE-vaahtomuoviuritettuja laatikoita yksittäiseen sijoitukseen pinnan suojaamiseksi.
Näillä vaiheilla titaaniseoksesta valmistettu tankomateriaali muunnetaan tarkkuusholkkiksi, joka on valmis käytettäväksi korkean suorituskyvyn teollisissa sovelluksissa.





















































