
svenska










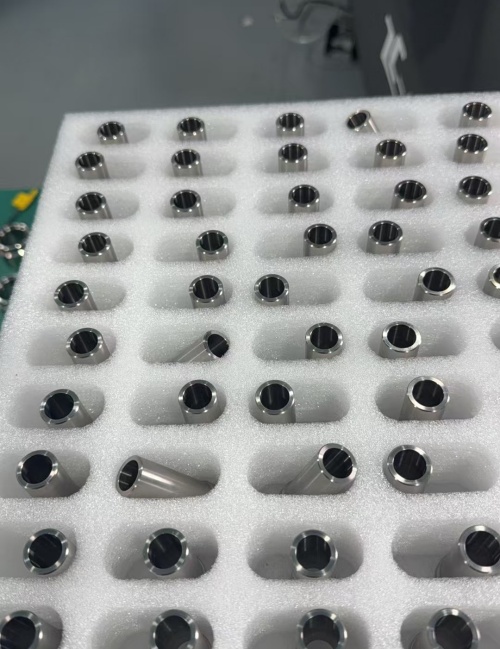
Varje stil av denna bussning är designad för att passa specifika applikationsbehov. Från dimensionella parametrar, såsom innerdiameter, ytterdiameter, längd och väggtjocklek till invecklade detaljer som oljespår, gängade hål eller avsmalnande ytor, varje detalj anpassas. Dessa bussningar är gjorda av stång av titanlegering CNC-bearbetningsprocess .

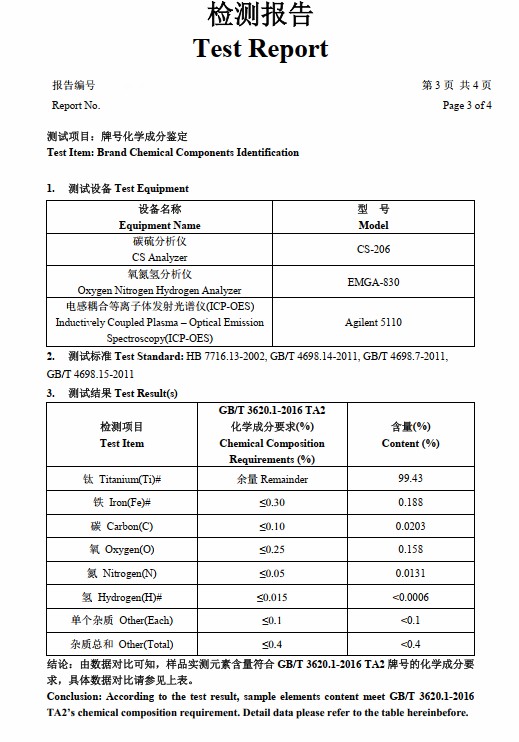
TA2 titanlegeringsstav är bussningens råmaterial. TA2 titanlegering är en kommersiellt ren titanlegering känd för sin utmärkta kombination av egenskaper, vilket gör den allmänt använd inom olika industriella områden.
Den består främst av titan (vanligtvis över 99,5%) med spårmängder av föroreningar som syre, kväve, kol, väte och järn, som är strikt kontrollerade för att säkerställa dess prestandastabilitet.
En av dess viktigaste fördelar är dess enastående korrosionsbeständighet, särskilt i miljöer som involverar havsvatten, kloridlösningar och många organiska syror, där den överträffar många traditionella metaller som stål eller aluminium
Här är materialrapporten:
Bussningarna är skurna från stavbeståndet av titanlegering.

Svärdet kapas till lämplig längd med en bandsåg eller cirkelsåg, vilket ger extra material för efterföljande bearbetning. Sedan monteras stången i en svarvchuck och centrerar borras i båda ändar för att säkerställa exakt inriktning.
Ytterdiametern reduceras till nära den slutliga storleken med hjälp av hårdmetallskärverktyg. Kylvätska används för att hantera värme som genereras av titans låga värmeledningsförmåga.
Ett pilothål borras längs stångens mittlinje med en spiralborr eller pistolborr, vilket säkerställer rakhet och noggrannhet.
Hålet förstoras till önskad innerdiameter med hjälp av en borrstång. Precision är avgörande för att möta snäva toleranser.
Ta bort vassa kanter från OD och ID med ett avfasningsverktyg för att underlätta monteringen och förhindra skador. Ta bort grader från bearbetade ytor med slipverktyg eller kemiska processer för att säkerställa en jämn finish.

Före packning används bromsoket för att verifiera OD, ID och längd mot designspecifikationer. Kontrollera grovheten med en profilometer för att säkerställa att den uppfyller funktionskraven. Ta bort bearbetningsrester med ultraljudsrengöring eller lösningsmedel. Vi använder EPE skum räfflade lådor för individuell placering för att skydda ytan.
Genom dessa steg omvandlas stångmaterial av titanlegering till en precisionsbussning redo att användas i högpresterande industriella applikationer.





















































