
norsk språk










Den tilpassede støpebraketten for tapt voks representerer en omhyggelig konstruert komponent laget via en presisjonsdrevet investeringsstøpeprosess ved bruk av stålmaterialer. Den gir utmerket presisjon, styrke og tilpasningsevne, noe som gjør den ideell for avanserte ingeniørapplikasjoner.
Dette er en tapet voks-støpebrakett i stål designet for å møte krevende krav som å tåle tunge belastninger, tåle ekstreme temperaturer og passe inn i trange eller spesialiserte rom. Dens egendefinerte natur sikrer at hver detalj – fra komplekse strukturer til strenge dimensjonstoleranser – stemmer perfekt med spesifikke prosjektbehov.

Den er laget av #45 stål ved tapt voksstøping, eller vannglassstøping. Den er lett og veier 35g, det er venstre og høyre del som kan brukes sammen. Den tilpassede naturen sikrer at alle aspekter, fra intrikate strukturelle design til krevende dimensjonstoleranser, stemmer overens med unike prosjektbehov.
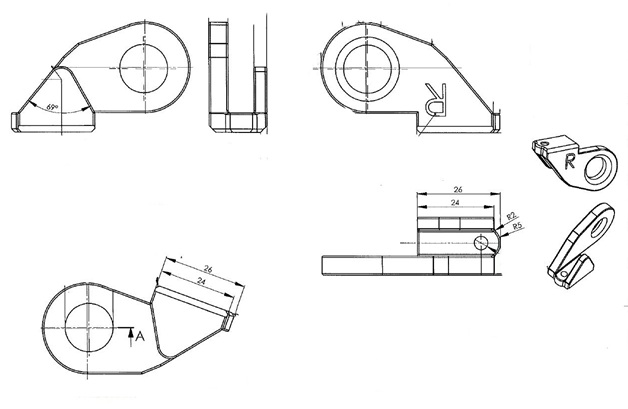
Etter nøye vurdering bekreftet vi at tapt voksstøping var den optimale produksjonsprosessen for å lage braketten. Denne beslutningen var basert på flere faktorer, som behovet for høy presisjon i brakettens komplekse geometri, kravet om å oppnå intrikate detaljer og ønsket om en kostnadseffektiv løsning. Her er brakettens tegning:
For det første er fabrikasjon av voksmønstre og montering av vokstreet viktige første trinn. Voksmønstrene må lages med ekstrem presisjon, da de fungerer som den nøyaktige kopien av den endelige stålbraketten.

Når de individuelle voksmønstrene er fullført, festes de forsiktig til en sentral vokssprue for å danne et vokstre. Deretter gjennomgår vokstreet en grundig forberedelsesprosess for investeringsstøping. Den dyppes forsiktig i en presist formulert vannglassslurry, som fungerer som et bindemiddel. Umiddelbart etter blir det belagt med ildfast sand, hvis partikler fester seg til det slurrydekkede vokstreet, og bygger opp et beskyttende og muggdannende lag.
Det belagte vokstreet overføres deretter til et spesielt designet tørkerom. I dette kontrollerte miljøet, med regulert temperatur og fuktighet, fordamper vannet i slurryen, og laget stivner. Denne tørkesyklusen for dyppebelegget gjentas 5 til 8 ganger.

Når ønsket antall lag er oppnådd og skallet er tilstrekkelig robust, plasseres det i en ovn. Inne i ovnen bakes skallet ved høy temperatur. Denne bakeprosessen tjener flere formål: den tørker skallet fullstendig, fjerner eventuell gjenværende fuktighet, og smelter og fjerner også vokstreet inni, og etterlater et presist, hult formhulrom.
Deretter helles det smeltede stålet oppvarmet til flytende tilstand ved ekstremt høye temperaturer forsiktig i den tomme skallformen. Det smeltede stålet fyller hulrommet og antar den nøyaktige formen til det originale vokstreet. Deretter venter vi på at det smeltede stålet avkjøles naturlig i skallet. Når det avkjøles, stivner stålet, og danner den endelige tilpassede voksstøpebraketten for tapt stål.


Hullet i midten, 15H7, er veldig viktig.

Etter bearbeiding er det nødvendig med en måler for inspeksjon.

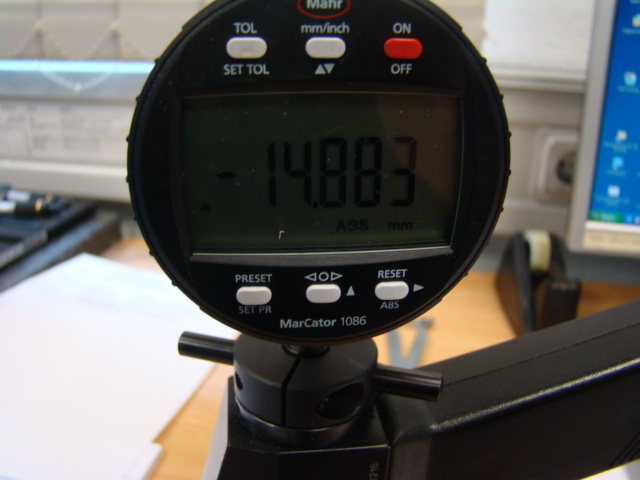
Det mest avgjørende punktet er at disse produktene ikke må flates for å forhindre deformasjon. Dette er ikke tillatt som under bildet.

Så vi gjennomfører en omfattende inspeksjon av brakettene. Kvalifiserte braketter pakkes med boblepose individuelt og legges i kartongen. Deretter legger vi varene på paller og pakker dem inn med plastfilm. Pallene gir en stabil base for å konsolidere varene, og forhindrer forskyvninger under håndtering og transport.
Innpakning med plastfilm, typisk strekkfilm, fester gjenstandene tett til pallene, og skaper en enhetlig, stabil last. Dette beskytter ikke bare varene mot støv, fuktighet og mindre støt, men sikrer også at de forblir intakte og riktig plassert gjennom hele logistikkkjeden, fra lager til endelig levering.
Denne tilpassede tapte voksstøpebraketten av stål viser en komplett og svært kontrollert produksjonsprosess – fra nøyaktig voksmønster til sluttinspeksjon og pakking. Bruken av investeringsstøpeteknologi sikrer utmerket dimensjonsnøyaktighet, strukturell integritet og kostnadseffektivitet.
Med sin evne til å møte komplekse designkrav og krevende bruksforhold, er dette produktet en ideell løsning for bransjer som krever spesialtilpassede metallkomponenter med høy ytelse.
Som en profesjonell produsent av tapte voksstøpebraketter av stål , tilbyr vi høykvalitets tilpassede investeringsstøpebraketter for salg med sterke evner innen verktøy, støping og kvalitetskontroll.
Vi er en pålitelig tapt voksstøpeleverandør og fabrikk , og tilbyr:
Engros stål investering støping braketter
Tilpassede løsninger for produsent av presisjonsstøpebrakett
OEM leverandør av tapte voksstøpedeler for industrielle applikasjoner
Fleksibel produksjon for små batch og store bestillinger
Fabrikken vår sikrer jevn kvalitet, konkurransedyktige priser og pålitelig levering, noe som gjør oss til en pålitelig partner for globale B2B-kunder.
Ser du etter en pålitelig leverandør eller produsent av stålinvesteringer?
Kontakt oss i dag for et tilpasset tilbud, teknisk støtte eller prøveevaluering . Bare send oss dine tegninger eller krav, og vårt ingeniørteam vil gi en rask og profesjonell løsning.
Start prosjektet ditt nå og få presisjonsstøpedeler med fabrikkdirekte priser!




























































