
Українська










Кожен тип цієї втулки розроблений відповідно до конкретних потреб застосування. Від розмірних параметрів, таких як внутрішній діаметр, зовнішній діаметр, довжина та товщина стінки, до складних елементів, таких як масляні канавки, різьбові отвори чи конічні поверхні, кожна деталь налаштовується індивідуально. Ці втулки виготовлені з стрижня з титанового сплаву Процес обробки з ЧПУ .

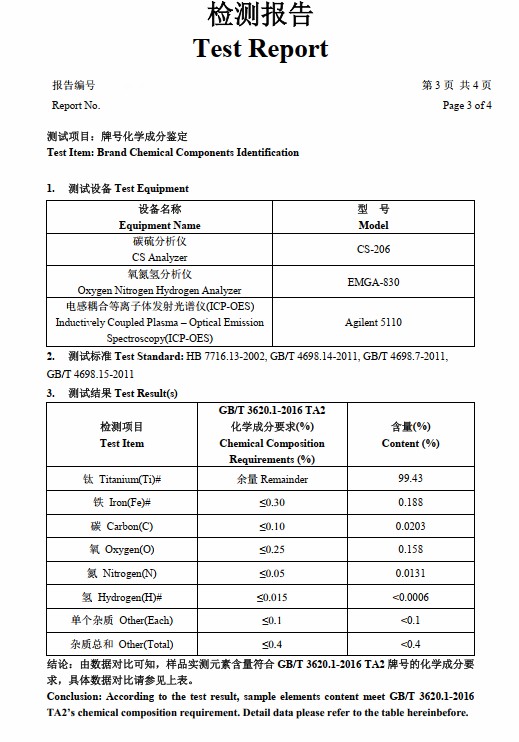
Стрижень із титанового сплаву TA2 є сировиною для втулки. Титановий сплав TA2 є комерційно чистим титаном, який відомий своїм чудовим поєднанням властивостей, завдяки чому він широко використовується в різних галузях промисловості.
В основному він складається з титану (зазвичай понад 99,5%) із слідовими кількостями домішок, таких як кисень, азот, вуглець, водень і залізо, які суворо контролюються для забезпечення стабільності його роботи.
Однією з його ключових переваг є видатна стійкість до корозії, особливо в середовищах, що включають морську воду, хлоридні розчини та багато органічних кислот, де він перевершує багато традиційних металів, таких як сталь або алюміній.
Ось матеріал звіту:
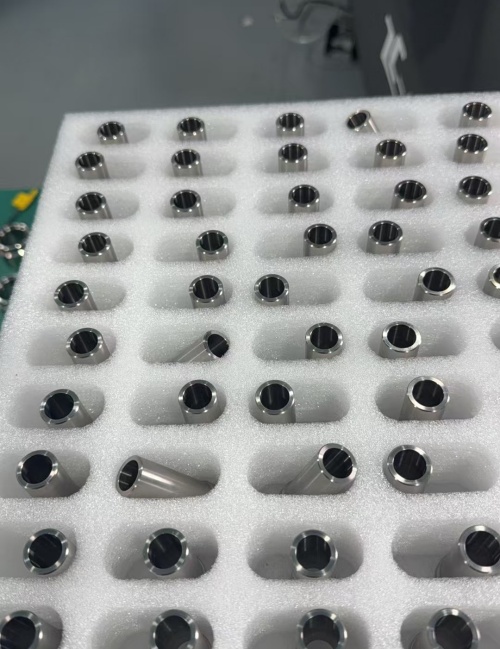
Втулки вирізані з стрижня з титанового сплаву.

За допомогою стрічкової або циркулярної пилки брусок відрізають до потрібної довжини, залишаючи додатковий матеріал для подальшої обробки. Потім стержень встановлюється в токарний патрон, а центри просвердлюються на обох кінцях для забезпечення точного вирівнювання.
Зовнішній діаметр зменшується майже до кінцевого розміру за допомогою твердосплавних ріжучих інструментів. Охолоджуюча рідина використовується для управління теплом, яке виділяється низькою теплопровідністю титану.
Направляючий отвір просвердлюється вздовж центральної лінії бруска за допомогою спірального або пістолетного свердла, забезпечуючи прямолінійність і точність.
Отвір збільшується до потрібного внутрішнього діаметра за допомогою розточувальної штанги. Точність має вирішальне значення для дотримання жорстких допусків.
Видаліть гострі краї з OD і ID за допомогою інструменту для зняття фаски, щоб полегшити збірку та запобігти пошкодженню. Видаліть задирки з оброблених поверхонь за допомогою абразивних інструментів або хімічних процесів, щоб забезпечити гладку обробку.

Перед пакуванням штангенциркуль використовується для перевірки зовнішнього діаметра, внутрішнього діаметра та довжини відповідно до проектних специфікацій. Перевірте шорсткість за допомогою профілометра, щоб переконатися, що вона відповідає функціональним вимогам. Видаліть залишки обробки за допомогою ультразвукового очищення або розчинників. Для індивідуального розміщення для захисту поверхні ми використовуємо рифлені ящики з пінопласту EPE.
За допомогою цих кроків пруток із титанового сплаву перетворюється на прецизійну втулку, готову до використання у високопродуктивних промислових цілях.





















































