
தமிழ் மொழி










இந்த புஷிங்கின் ஒவ்வொரு பாணியும் குறிப்பிட்ட பயன்பாட்டுத் தேவைகளுக்கு ஏற்றவாறு வடிவமைக்கப்பட்டுள்ளது. உள் விட்டம், வெளிப்புற விட்டம், நீளம் மற்றும் சுவர் தடிமன் போன்ற பரிமாண அளவுருக்கள் முதல் எண்ணெய் பள்ளங்கள், திரிக்கப்பட்ட துளைகள் அல்லது குறுகலான மேற்பரப்புகள் போன்ற சிக்கலான அம்சங்கள் வரை, ஒவ்வொரு விவரமும் தனிப்பயனாக்கப்படுகிறது. இந்த புஷிங்ஸ் டைட்டானியம் அலாய் கம்பியில் இருந்து தயாரிக்கப்படுகிறது CNC எந்திர செயல்முறை.

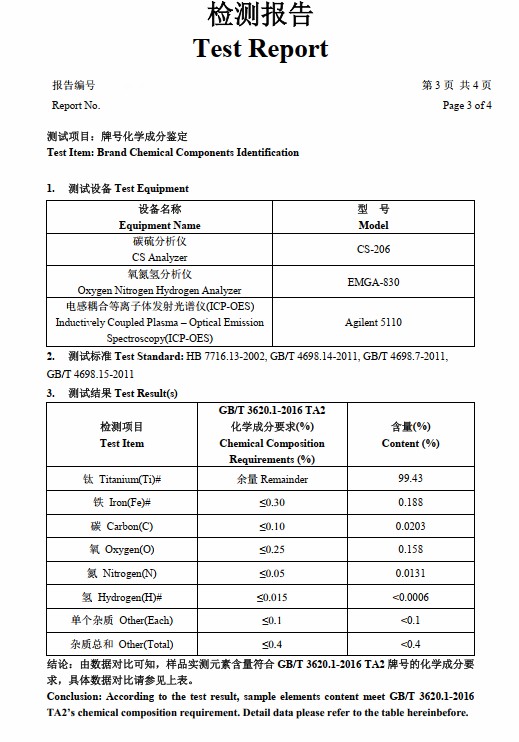
TA2 டைட்டானியம் அலாய் ராட் என்பது புஷிங்கின் மூலப்பொருள். TA2 டைட்டானியம் அலாய் என்பது வணிகரீதியில் தூய்மையான டைட்டானியம் தரமாகும், அதன் சிறந்த பண்புக்கூறுகளுக்கு பெயர் பெற்றது, இது பல்வேறு தொழில்துறை துறைகளில் பரவலாகப் பயன்படுத்தப்படுகிறது.
இது முதன்மையாக டைட்டானியம் (பொதுவாக 99.5% க்கு மேல்) ஆக்சிஜன், நைட்ரஜன், கார்பன், ஹைட்ரஜன் மற்றும் இரும்பு போன்ற அசுத்தங்களின் சுவடு அளவைக் கொண்டுள்ளது, அவை அதன் செயல்திறன் நிலைத்தன்மையை உறுதிப்படுத்த கண்டிப்பாக கட்டுப்படுத்தப்படுகின்றன.
அதன் முக்கிய நன்மைகளில் ஒன்று, அதன் சிறந்த அரிப்பு எதிர்ப்பாகும், குறிப்பாக கடல் நீர், குளோரைடு கரைசல்கள் மற்றும் பல கரிம அமிலங்கள் உள்ள சூழல்களில், இது எஃகு அல்லது அலுமினியம் போன்ற பல பாரம்பரிய உலோகங்களை விஞ்சும்.
பொருள் அறிக்கை இங்கே:
புஷிங்ஸ் டைட்டானியம் அலாய் ராட் ஸ்டாக்கில் இருந்து வெட்டப்படுகின்றன.

பட்டை ஒரு பேண்ட்சா அல்லது வட்ட வடிவத்தைப் பயன்படுத்தி பொருத்தமான நீளத்திற்கு வெட்டப்பட்டு, அடுத்தடுத்த எந்திரங்களுக்கு கூடுதல் பொருளை விட்டுச்செல்கிறது. பின்னர் பட்டை ஒரு லேத் சக்கில் பொருத்தப்பட்டு, துல்லியமான சீரமைப்பை உறுதி செய்வதற்காக இரு முனைகளிலும் மையங்கள் துளையிடப்படுகின்றன.
கார்பைடு வெட்டும் கருவிகளைப் பயன்படுத்தி வெளிப்புற விட்டம் இறுதி அளவிற்குக் குறைக்கப்படுகிறது. டைட்டானியத்தின் குறைந்த வெப்ப கடத்துத்திறன் மூலம் உருவாகும் வெப்பத்தை நிர்வகிக்க குளிரூட்டி பயன்படுத்தப்படுகிறது.
ட்விஸ்ட் ட்ரில் அல்லது துப்பாக்கி துரப்பணம் மூலம் பட்டையின் மையக் கோட்டில் ஒரு பைலட் துளை துளையிடப்படுகிறது, இது நேராகவும் துல்லியமாகவும் இருக்கும்.
துளை ஒரு போரிங் பட்டியைப் பயன்படுத்தி விரும்பிய உள் விட்டத்திற்கு பெரிதாக்கப்படுகிறது. இறுக்கமான சகிப்புத்தன்மையை சந்திக்க துல்லியம் முக்கியமானது.
OD மற்றும் ஐடியில் இருந்து கூர்மையான விளிம்புகளை அகற்றவும், சேம்ஃபரிங் கருவியைப் பயன்படுத்தி, அசெம்பிள் மற்றும் சேதத்தைத் தடுக்கவும். சிராய்ப்பு கருவிகள் அல்லது இரசாயன செயல்முறைகளைப் பயன்படுத்தி இயந்திரப் பரப்புகளில் இருந்து பர்ர்களை அகற்றி ஒரு மென்மையான பூச்சு உறுதி.

பேக்கிங் செய்வதற்கு முன், வடிவமைப்பு விவரக்குறிப்புகளுக்கு எதிராக OD, ID மற்றும் நீளத்தை சரிபார்க்க காலிபர் பயன்படுத்தப்படுகிறது. செயல்பாட்டுத் தேவைகளைப் பூர்த்தி செய்வதை உறுதிசெய்ய, ப்ரோபிலோமீட்டரைப் பயன்படுத்தி கடினத்தன்மையைச் சரிபார்க்கவும். மீயொலி சுத்தம் அல்லது கரைப்பான்களைப் பயன்படுத்தி எந்திர எச்சங்களை அகற்றவும். மேற்பரப்பைப் பாதுகாக்க, தனிப்பட்ட இடத்துக்கு EPE ஃபோம் பள்ளம் கொண்ட பெட்டிகளைப் பயன்படுத்துகிறோம்.
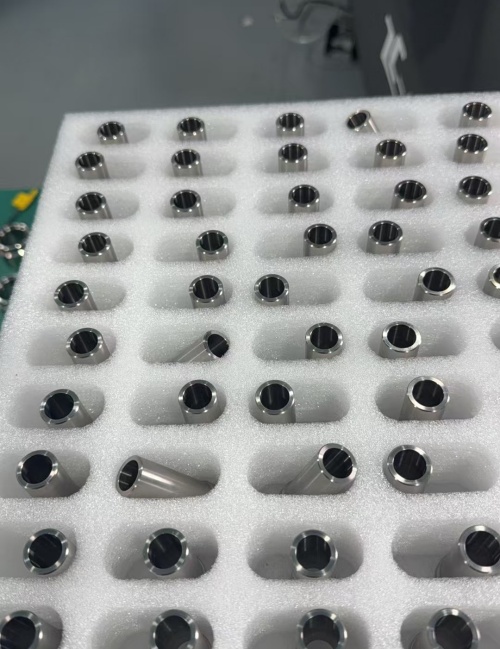
இந்த படிகள் மூலம், டைட்டானியம் அலாய் பார் ஸ்டாக் உயர் செயல்திறன் கொண்ட தொழில்துறை பயன்பாடுகளில் பயன்படுத்தத் தயாராக இருக்கும் ஒரு துல்லியமான புஷிங்காக மாற்றப்படுகிறது.





















































