
Filipino










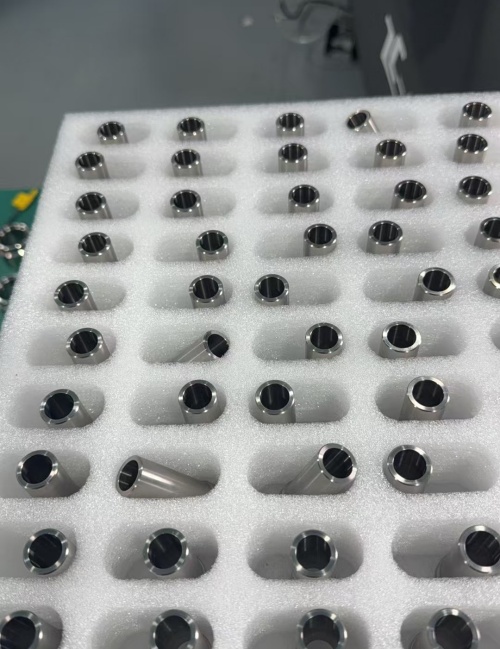
Ang bawat istilo ng bushing na ito ay idinisenyo upang umangkop sa mga partikular na pangangailangan sa aplikasyon. Mula sa mga dimensional na parameter, gaya ng inner diameter, outer diameter, haba, at kapal ng pader hanggang sa masalimuot na feature tulad ng oil grooves, threaded hole, o tapered surface, ang bawat detalye ay naka-customize. Ang mga bushing na ito ay ginawa mula sa titanium alloy rod by Proseso ng CNC machining .

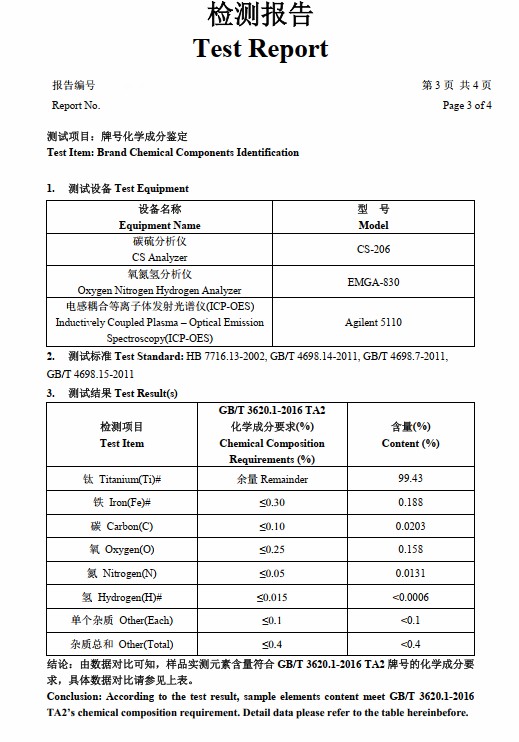
Ang TA2 titanium alloy rod ay ang hilaw na materyal ng bushing. Ang TA2 titanium alloy ay isang komersyal na purong titanium grade na pinagkaloob para sa mahusay na kumbinasyon ng mga katangian, na ginagawa itong malawakang ginagamit sa iba't ibang larangan ng industriya.
Pangunahing binubuo ito ng titanium (karaniwang higit sa 99.5%) na may bakas na dami ng mga dumi gaya ng oxygen, nitrogen, carbon, hydrogen, at iron, na mahigpit na kinokontrol upang matiyak ang katatagan ng pagganap nito.
Ang isa sa mga pangunahing bentahe nito ay ang pambihirang paglaban nito sa kaagnasan, lalo na sa mga kapaligirang kinasasangkutan ng tubig-dagat, mga solusyon sa chloride, at maraming mga organic na acid, kung saan ito ay nahihigitan ng maraming tradisyonal na metal tulad ng bakal o aluminyo
Narito ang materyal na ulat:
Ang mga bushings ay pinutol mula sa titanium alloy rod stock.

Ang bar ay pinutol sa naaangkop na haba gamit ang isang bandsaw o circular saw, na nag-iiwan ng karagdagang materyal para sa kasunod na machining. Pagkatapos ang bar ay naka-mount sa isang lathe chuck, at ang mga sentro ay drilled sa magkabilang dulo upang matiyak ang tumpak na pagkakahanay.
Ang panlabas na diameter ay nabawasan sa malapit sa huling sukat gamit ang mga tool sa pagputol ng karbid. Ang coolant ay inilapat upang pamahalaan ang init na nabuo ng mababang thermal conductivity ng titanium.
Ang isang pilot hole ay idini-drill sa kahabaan ng centerline ng bar gamit ang twist drill o gun drill, na tinitiyak ang tuwid at katumpakan.
Ang butas ay pinalaki sa nais na panloob na diameter gamit ang isang boring bar. Ang katumpakan ay mahalaga upang matugunan ang mahigpit na pagpapahintulot.
Alisin ang mga matutulis na gilid mula sa OD at ID gamit ang isang chamfering tool upang mapadali ang pagpupulong at maiwasan ang pinsala. Alisin ang mga burr sa mga machined surface gamit ang mga abrasive na tool o kemikal na proseso upang matiyak ang makinis na pagtatapos.

Bago mag-impake, ginagamit ang caliper upang i-verify ang OD, ID at haba laban sa mga detalye ng disenyo. Suriin ang pagkamagaspang gamit ang isang profilometer upang matiyak na nakakatugon ito sa mga kinakailangan sa paggana. Alisin ang machining residues gamit ang ultrasonic cleaning o solvents. Gumagamit kami ng EPE foam grooved box para sa indibidwal na pagkakalagay upang maprotektahan ang ibabaw.
Sa pamamagitan ng mga hakbang na ito, ang titanium alloy bar stock ay nagiging precision bushing na handa nang gamitin sa mga high-performance na pang-industriyang aplikasyon.





















































