
Dansk










Hver stil af denne bøsning er designet til at passe til specifikke applikationsbehov. Fra dimensionelle parametre, såsom indvendig diameter, ydre diameter, længde og vægtykkelse til indviklede funktioner som olieriller, gevindhuller eller tilspidsede overflader, er hver detalje tilpasset. Disse bøsninger er lavet af titanlegeringsstang af CNC- bearbejdningsproces.

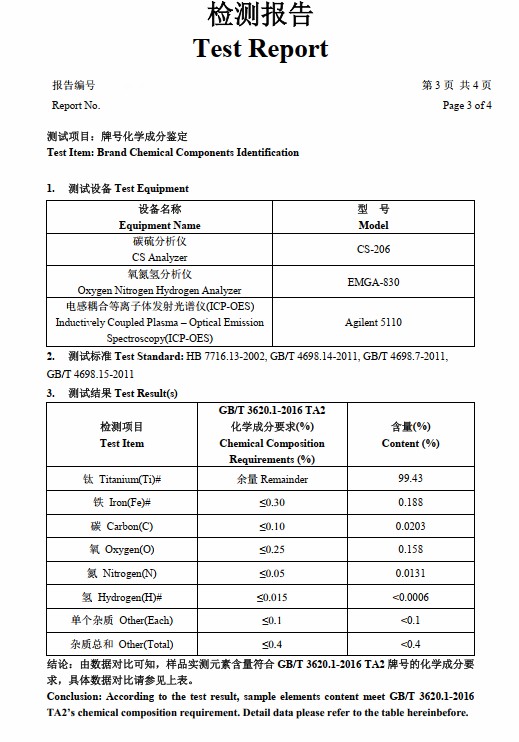
TA2 titanlegeringsstang er bøsningens råmateriale. TA2 titanlegering er en kommercielt ren titaniumkvalitet kendt for sin fremragende kombination af egenskaber, hvilket gør den meget udbredt i forskellige industrielle områder.
Det består primært af titanium (typisk over 99,5%) med spormængder af urenheder såsom oxygen, nitrogen, kulstof, brint og jern, som er strengt kontrolleret for at sikre dets ydeevnestabilitet.
En af dens vigtigste fordele er dens enestående korrosionsbestandighed, især i miljøer, der involverer havvand, chloridopløsninger og mange organiske syrer, hvor den klarer sig bedre end mange traditionelle metaller som stål eller aluminium
Her er materialerapporten:
Bøsningerne er skåret fra stangen af titanlegering.

Stangen skæres til i den passende længde ved hjælp af en båndsav eller rundsav, hvilket efterlader ekstra materiale til efterfølgende bearbejdning. Derefter monteres stangen i en drejebænk, og centre bores i begge ender for at sikre præcis justering.
Den ydre diameter reduceres til nær den endelige størrelse ved hjælp af hårdmetalskæreværktøjer. Kølevæske påføres for at håndtere varme genereret af titaniums lave termiske ledningsevne.
Et pilothul bores langs stangens midterlinje ved hjælp af et spiralbor eller pistolbor, hvilket sikrer ligehed og nøjagtighed.
Hullet forstørres til den ønskede indvendige diameter ved hjælp af en borestang. Præcision er afgørende for at opfylde snævre tolerancer.
Fjern skarpe kanter fra OD og ID ved hjælp af et affasningsværktøj for at lette monteringen og forhindre beskadigelse. Fjern grater fra bearbejdede overflader ved hjælp af slibende værktøjer eller kemiske processer for at sikre en glat finish.

Før pakning bruges kaliberen til at verificere OD, ID og længde i forhold til designspecifikationer. Tjek ruheden ved hjælp af et profilometer for at sikre, at den opfylder funktionelle krav. Fjern bearbejdningsrester ved hjælp af ultralydsrensning eller opløsningsmidler. Vi bruger EPE skum rillede æsker til individuel placering for at beskytte overfladen.
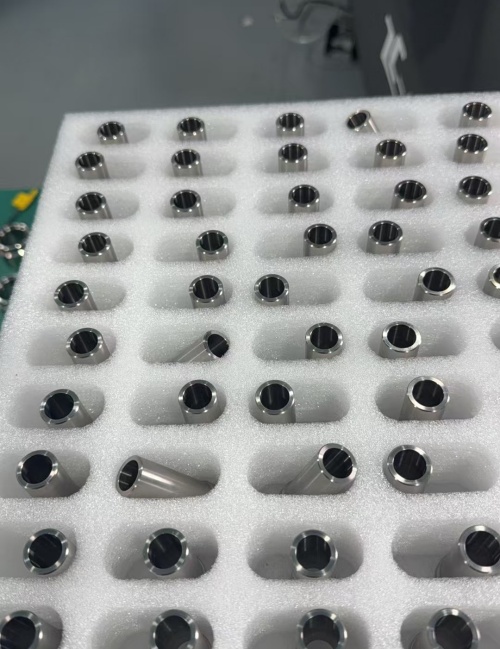
Ved disse trin omdannes stangmateriale af titaniumlegering til en præcisionsbøsning, der er klar til brug i højtydende industrielle applikationer.





















































