
Português










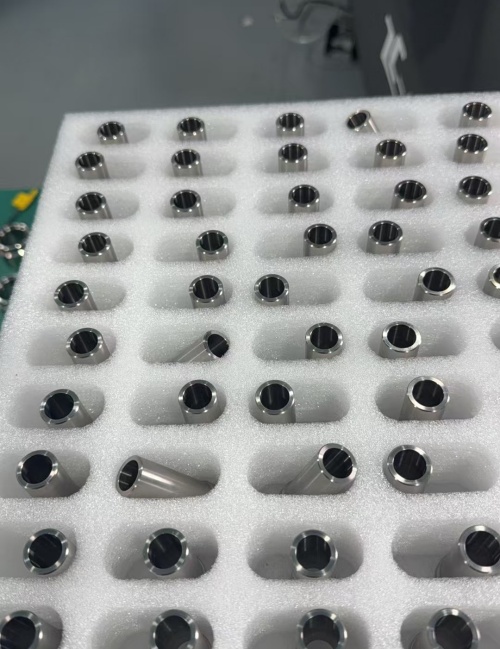
Cada estilo desta bucha é projetado para atender às necessidades específicas da aplicação. Desde parâmetros dimensionais, como diâmetro interno, diâmetro externo, comprimento e espessura da parede, até recursos complexos como ranhuras de óleo, furos roscados ou superfícies cônicas, cada detalhe é personalizado. Estas buchas são feitas de haste de liga de titânio por Processo de usinagem CNC .

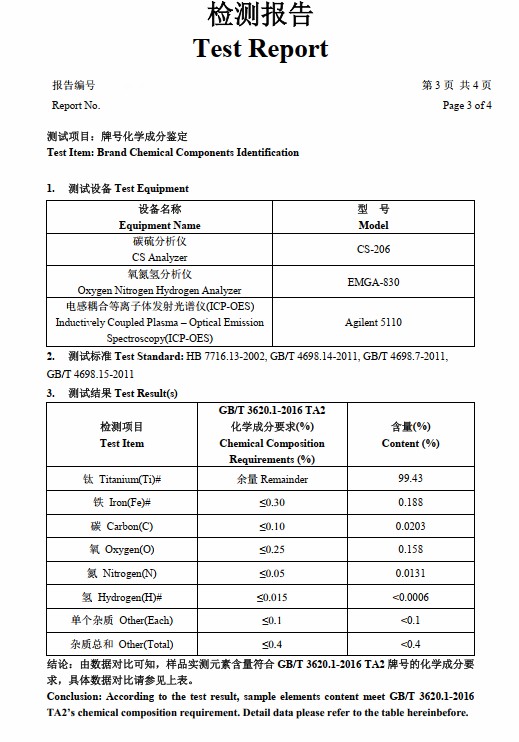
A haste de liga de titânio TA2 é a matéria-prima da bucha. A liga de titânio TA2 é um tipo de titânio comercialmente puro conhecido por sua excelente combinação de propriedades, tornando-a amplamente utilizada em vários campos industriais.
Consiste principalmente em titânio (normalmente acima de 99,5%) com vestígios de impurezas como oxigênio, nitrogênio, carbono, hidrogênio e ferro, que são rigorosamente controlados para garantir a estabilidade de seu desempenho.
Uma das suas principais vantagens é a sua excelente resistência à corrosão, especialmente em ambientes que envolvem água do mar, soluções de cloreto e muitos ácidos orgânicos, onde supera muitos metais tradicionais como o aço ou o alumínio.
Aqui está o relatório do material:
As buchas são cortadas da haste de liga de titânio.

A barra é cortada no comprimento adequado com serra de fita ou serra circular, deixando material extra para usinagem posterior. Em seguida, a barra é montada em um mandril de torno e os centros são perfurados em ambas as extremidades para garantir um alinhamento preciso.
O diâmetro externo é reduzido até próximo do tamanho final usando ferramentas de corte de metal duro. O refrigerante é aplicado para gerenciar o calor gerado pela baixa condutividade térmica do titânio.
Um furo piloto é feito ao longo da linha central da barra usando uma broca helicoidal ou furadeira, garantindo retidão e precisão.
O furo é ampliado para o diâmetro interno desejado usando uma barra de mandrilar. A precisão é crítica para atender tolerâncias rígidas.
Remova arestas vivas do diâmetro externo e interno usando uma ferramenta de chanfrar para facilitar a montagem e evitar danos. Remova rebarbas de superfícies usinadas usando ferramentas abrasivas ou processos químicos para garantir um acabamento liso.

Antes de embalar, o paquímetro é usado para verificar o diâmetro externo, o diâmetro interno e o comprimento em relação às especificações do projeto. Verifique a rugosidade usando um perfilômetro para garantir que ela atenda aos requisitos funcionais. Remova resíduos de usinagem usando limpeza ultrassônica ou solventes. Utilizamos caixas ranhuradas em espuma EPE para colocação individual para proteger a superfície.
Por essas etapas, a barra de liga de titânio é transformada em uma bucha de precisão pronta para uso em aplicações industriais de alto desempenho.





















































