
Беларуская










Кожны стыль гэтай утулкі распрацаваны ў адпаведнасці з канкрэтнымі патрэбамі прымянення. Ад параметраў памераў, такіх як унутраны дыяметр, вонкавы дыяметр, даўжыня і таўшчыня сценкі, да складаных функцый, такіх як алейныя канаўкі, разьбовыя адтуліны або канічныя паверхні, кожная дэталь наладжваецца. Гэтыя ўтулкі выраблены з стрыжня з тытанавага сплаву Працэс апрацоўкі з ЧПУ .

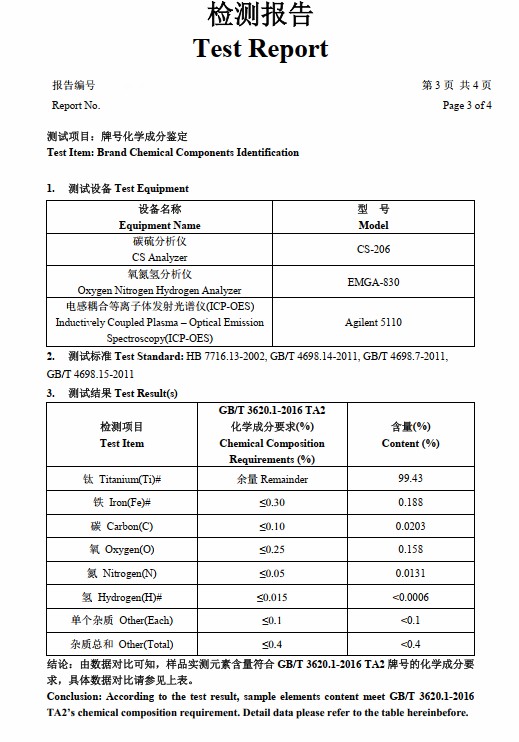
Стрыжань з тытанавага сплаву TA2 з'яўляецца сыравінай для ўтулкі. Тытанавы сплаў TA2 - гэта камерцыйна чысты тытан, які славіцца выдатным спалучэннем уласцівасцей, дзякуючы чаму ён шырока выкарыстоўваецца ў розных галінах прамысловасці.
У асноўным ён складаецца з тытана (як правіла, больш за 99,5%) са следавымі колькасцямі прымешак, такіх як кісларод, азот, вуглярод, вадарод і жалеза, якія строга кантралююцца для забеспячэння стабільнасці яго працы.
Адной з яго асноўных пераваг з'яўляецца яго выдатная ўстойлівасць да карозіі, асабліва ў асяроддзях, якія ўключаюць марскую ваду, хларыдныя растворы і шмат арганічных кіслот, дзе ён пераўзыходзіць многія традыцыйныя металы, такія як сталь або алюміній
Вось матэрыяльная справаздача:
Ўтулкі выразаныя з штока з тытанавага сплаву.

Брусок адразаецца патрэбнай даўжыні з дапамогай істужачнай або цыркулярнай пілы, пакідаючы лішні матэрыял для наступнай апрацоўкі. Затым стрыжань усталёўваецца ў такарны патрон, а цэнтры свідруюцца з абодвух канцоў, каб забяспечыць дакладнае выраўноўванне.
Вонкавы дыяметр памяншаецца амаль да канчатковага памеру з дапамогай цвёрдасплаўных рэжучых інструментаў. Астуджальная вадкасць выкарыстоўваецца для кіравання цяплом, якое выдзяляецца нізкай цеплаправоднасцю тытана.
Накіравальная адтуліна прасвідравана ўздоўж цэнтральнай лініі бруска з дапамогай спіральнага або пісталетнага свердзела, забяспечваючы прамалінейнасць і дакладнасць.
Адтуліну павялічваюць да патрэбнага ўнутранага дыяметра з дапамогай расточной планкі. Дакладнасць мае вырашальнае значэнне для выканання жорсткіх допускаў.
Выдаліце вострыя краю з вонкавага і ўнутранага боку, выкарыстоўваючы інструмент для зняцця фаскі, каб палегчыць зборку і прадухіліць пашкоджанне. Выдаліце задзірыны з апрацаваных паверхняў з дапамогай абразіўных інструментаў або хімічных працэсаў, каб забяспечыць гладкую аздабленне.

Перад упакоўкай суппорт выкарыстоўваецца для праверкі OD, ID і даўжыні ў адпаведнасці са спецыфікацыямі канструкцыі. Праверце шурпатасць з дапамогай профілометра, каб пераканацца, што ён адпавядае функцыянальным патрабаванням. Выдаліце рэшткі апрацоўкі з дапамогай ультрагукавой ачысткі або растваральнікаў. Для індывідуальнага размяшчэння для абароны паверхні мы выкарыстоўваем канаўкі з пенапласту EPE.
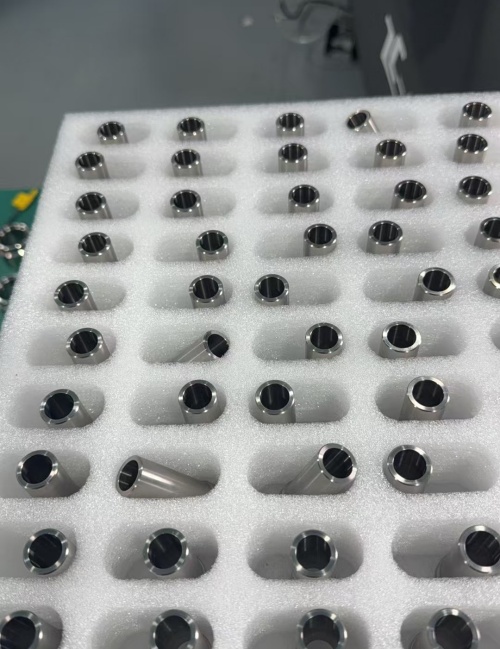
Дзякуючы гэтым крокам пруток з тытанавага сплаву ператвараецца ў прэцызійную ўтулку, гатовую да выкарыстання ў высокапрадукцыйных прамысловых прымяненнях.





















































