
Inglese










Ogni aspetto di questa boccola è progettato per soddisfare le esigenze specifiche dell'applicazione. Dai parametri dimensionali, come diametro interno, diametro esterno, lunghezza e spessore della parete a caratteristiche intricate come scanalature a olio, fori filettati o superfici affusolate, ogni dettaglio è personalizzato. Queste boccole sono realizzate con asta in lega di titanio.

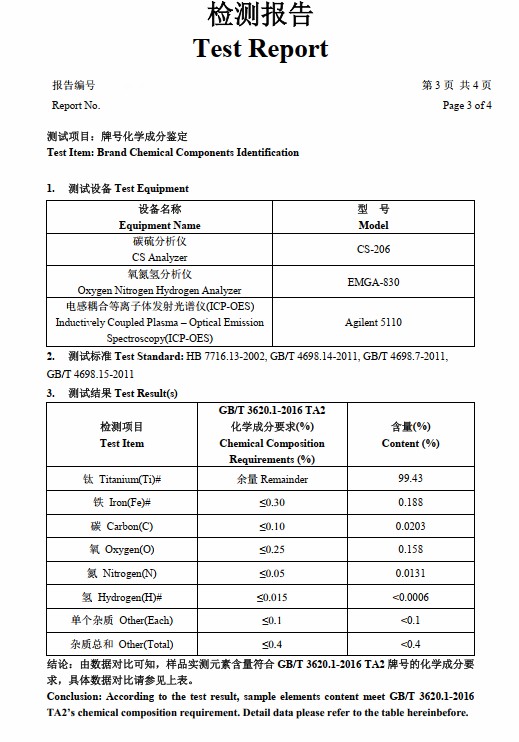
L'asta di lega di titanio TA2 è la materia prima della boccola. La lega di titanio TA2 è una grado commercialmente puro di titanio con la sua eccellente combinazione di proprietà, rendendola ampiamente utilizzata in vari campi industriali.
Consiste principalmente in titanio (in genere oltre il 99,5%) con tracce di impurità come ossigeno, azoto, carbonio, idrogeno e ferro, che sono rigorosamente controllati per garantire la sua stabilità delle prestazioni.
Uno dei suoi vantaggi chiave è la sua eccezionale resistenza alla corrosione, specialmente in ambienti che coinvolgono acqua di mare, soluzioni di cloruro e molti acidi organici, dove supera molti metalli tradizionali come l'acciaio o l'alluminio
Ecco il rapporto materiale:
Le boccole vengono tagliate dallo stock di biella in lega di titanio.

La barra viene tagliata alla lunghezza appropriata usando una sega a banda o una sega circolare, lasciando materiale extra per la lavorazione successiva. Quindi la barra viene montata in un mandrino del tornio e i centri vengono perforati ad entrambe le estremità per garantire un allineamento preciso.
Il diametro esterno è ridotto a quasi la dimensione finale usando utensili da taglio in carburo. Il refrigerante viene applicato per gestire il calore generato dalla bassa conducibilità termica di Titanio.
Un foro pilota viene praticato lungo la linea centrale della barra usando un trapano o un trapano pistola, garantendo la rettilineità e la precisione.
Il foro viene ingrandito al diametro interno desiderato usando una barra noiosa. La precisione è fondamentale per soddisfare tolleranze strette.
Rimuovere i bordi affilati dall'OD e dall'ID utilizzando uno strumento di smussatura per facilitare il montaggio e prevenire danni. Rimuovere BURRS dalle superfici lavorate utilizzando strumenti abrasivi o processi chimici per garantire una finitura liscia.

Prima di imballare, la pinza viene utilizzata per verificare OD, ID e lunghezza rispetto alle specifiche di progettazione. Controllare la rugosità utilizzando un profilometro per assicurarsi che soddisfi i requisiti funzionali. Rimuovere i residui di lavorazione con pulizia o solventi ad ultrasuoni. Usiamo scatole scanalate in schiuma EPE per il posizionamento individuale per proteggere la superficie.
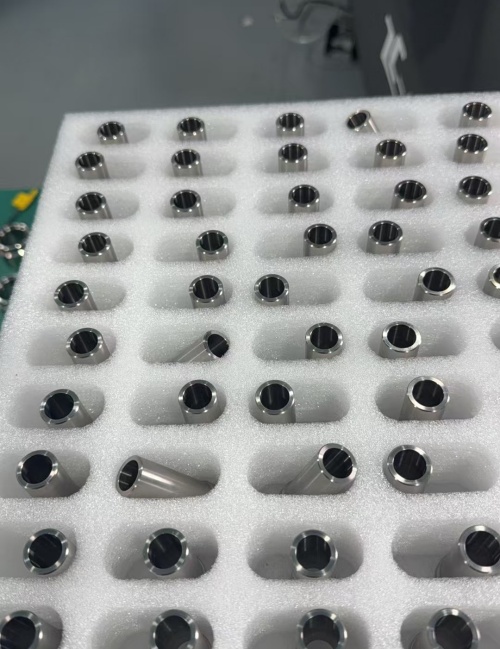
Secondo questi passaggi, lo stock di bar in lega di titanio viene trasformato in una boccola di precisione pronta per l'uso in applicazioni industriali ad alte prestazioni.
Ogni aspetto di questa boccola è progettato per soddisfare le esigenze specifiche dell'applicazione. Dai parametri dimensionali, come diametro interno, diametro esterno, lunghezza e spessore della parete a caratteristiche intricate come scanalature a olio, fori filettati o superfici affusolate, ogni dettaglio è personalizzato. Queste boccole sono realizzate con asta in lega di titanio.
L'asta di lega di titanio TA2 è la materia prima della boccola. La lega di titanio TA2 è una grado commercialmente puro di titanio con la sua eccellente combinazione di proprietà, rendendola ampiamente utilizzata in vari campi industriali.
Consiste principalmente in titanio (in genere oltre il 99,5%) con tracce di impurità come ossigeno, azoto, carbonio, idrogeno e ferro, che sono rigorosamente controllati per garantire la sua stabilità delle prestazioni.
Uno dei suoi vantaggi chiave è la sua eccezionale resistenza alla corrosione, specialmente in ambienti che coinvolgono acqua di mare, soluzioni di cloruro e molti acidi organici, dove supera molti metalli tradizionali come l'acciaio o l'alluminio
Ecco il rapporto materiale:
Le boccole vengono tagliate dallo stock di biella in lega di titanio.
La barra viene tagliata alla lunghezza appropriata usando una sega a banda o una sega circolare, lasciando materiale extra per la lavorazione successiva. Quindi la barra viene montata in un mandrino del tornio e i centri vengono perforati ad entrambe le estremità per garantire un allineamento preciso.
Il diametro esterno è ridotto a quasi la dimensione finale usando utensili da taglio in carburo. Il refrigerante viene applicato per gestire il calore generato dalla bassa conducibilità termica di Titanio.
Un foro pilota viene praticato lungo la linea centrale della barra usando un trapano o un trapano pistola, garantendo la rettilineità e la precisione.
Il foro viene ingrandito al diametro interno desiderato usando una barra noiosa. La precisione è fondamentale per soddisfare tolleranze strette.
Rimuovere i bordi affilati dall'OD e dall'ID utilizzando uno strumento di smussatura per facilitare il montaggio e prevenire danni. Rimuovere BURRS dalle superfici lavorate utilizzando strumenti abrasivi o processi chimici per garantire una finitura liscia.
Prima di imballare, la pinza viene utilizzata per verificare OD, ID e lunghezza rispetto alle specifiche di progettazione. Controllare la rugosità utilizzando un profilometro per assicurarsi che soddisfi i requisiti funzionali. Rimuovere i residui di lavorazione con pulizia o solventi ad ultrasuoni. Usiamo scatole scanalate in schiuma EPE per il posizionamento individuale per proteggere la superficie.
Secondo questi passaggi, lo stock di bar in lega di titanio viene trasformato in una boccola di precisione pronta per l'uso in applicazioni industriali ad alte prestazioni.



























































































