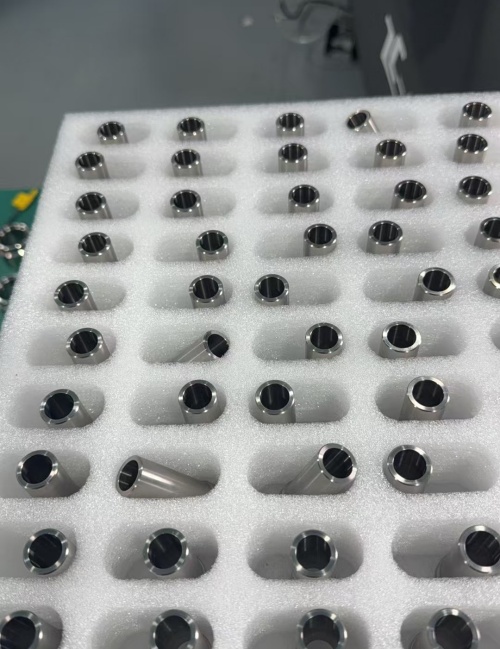
Product Introduction
Every style of this bushing is designed to fit specific application needs. From dimensional parameters, such as inner diameter, outer diameter, length, and wall thickness to intricate features like oil grooves, threaded holes, or tapered surfaces, each detail is customized. These bushings are made from titanium alloy rod by CNC machining process.

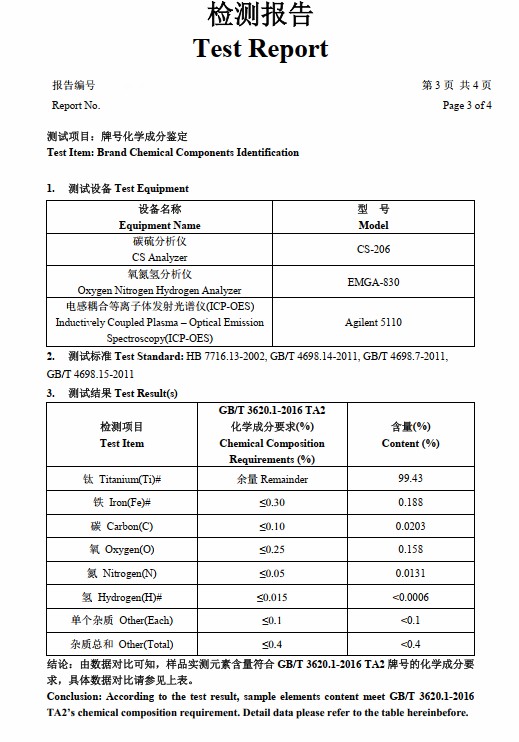
Material and process
TA2 titanium alloy rod is the bushing's raw material. TA2 titanium alloy is a commercially pure titanium grade enowned for its excellent combination of properties, making it widely used in various industrial fields.
It primarily consists of titanium (typically over 99.5%) with trace amounts of impurities such as oxygen, nitrogen, carbon, hydrogen, and iron, which are strictly controlled to ensure its performance stability.
One of its key advantages is its outstanding corrosion resistance, especially in environments involving seawater, chloride solutions, and many organic acids, where it outperforms many traditional metals like steel or aluminum
Here is the material report:
The bushings are cut from the titanium alloy rod stock.

The bar is cut to the appropriate length using a bandsaw or circular saw, leaving extra material for subsequent machining. Then the bar is mounted in a lathe chuck, and centers are drilled at both ends to ensure precise alignment.
The outer diameter is reduced to near the final size using carbide cutting tools. Coolant is applied to manage heat generated by titanium's low thermal conductivity.
A pilot hole is drilled along the bar's centerline using a twist drill or gun drill, ensuring straightness and accuracy.
The hole is enlarged to the desired internal diameter using a boring bar. Precision is critical to meet tight tolerances.
Remove sharp edges from the OD and ID using a chamfering tool to facilitate assembly and prevent damage. Remove burrs from machined surfaces using abrasive tools or chemical processes to ensure a smooth finish.

Packing
Before packing, the caliper is used to verify OD, ID and length against design specifications. Check roughness using a profilometer to ensure it meets functional requirements. Remove machining residues using ultrasonic cleaning or solvents. We use EPE foam grooved boxes for individual placement to protect the surface.
By these steps, titanium alloy bar stock is transformed into a precision bushing ready for use in high-performance industrial applications.

 English
English العربية
العربية Français
Français Русский
Русский Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe አማርኛ
አማርኛ ພາສາລາວ
ພາສາລາວ ភាសាខ្មែរ
ភាសាខ្មែរ Bahasa Melayu
Bahasa Melayu ဗမာစာ
ဗမာစာ தமிழ்
தமிழ் Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština Монгол
Монгол қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Kiswahili
Kiswahili Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi עברית
עברית Dansk
Dansk Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel latviešu
latviešu Беларуская мова
Беларуская мова Български
Български Català
Català Lietuvių
Lietuvių Lëtzebuergesch
Lëtzebuergesch Македонски
Македонски



































































